

Вопрос 4.Адаптивноеуправление процессом эксплуатации инструмента
на процесс резания при обработке детали на станке существенное влияние оказывают различные непостоянные факторы, как, например, неравномерный припуск и неодинаковая твердость заготовки, изменение режущих свойств инструмента по мере их затупления и т. д. Все это нарушает постоянство силы резания, что приводит к перемещениям в упругой системе станок— приспособление—инструмент—деталь в процессе обработки заготовки и, как следствие, к погрешности геометрической формы обрабатываемой детали. Для устранения этих недостатков и обеспечения требуемой точности приходится уменьшать подачу, увеличить число рабочих ходов или вводить другие коррективы в технологический процесс, что в значительной мере усложняет работу, ошибка операторов при внесении неточных данных. Система адаптивного управления исключает указанные недостатки. Это достигается благодаря наличию на станке, оснащенном САУ, специальных динамометрических устройств с высокочувствительными датчиками и быстродействующих исполнительных механизмов, которые обеспечивают в процессе резания автоматическое изменение относительных перемещений соответствующих звеньев системы СПИД в зависимости от возникших отклонений в работе (притупился резец, увеличен припуск, не соответствует твердость обрабатываемого металла и т. п.), вызывающих изменение силы резания. Наиболее распространенными являются системы САУ, в которых поправка вносится путем автоматического регулирования в процессе обработки рабочей подачи инструмента, для чего в приводы подачи станков встраиваются двигатели постоянного тока или бесступенчатые вариаторы. применение САУ повышает долговечность оборудования, не допуская перегрузки главного привода по мощности, а также предотвращает поломку инструмента, которая может привести не только к убыткам, связанным с его стоимостью, но и к производственному браку. применение САУ позволяет увеличить производительность обработки на 20—30% и повысить точность изготовления деталей более чем в 2 раза.
Адаптивное управление процессом эксплуатации инструмента может быть представлена в виде схемы:
I. Информация о эксплуатации инструмента.
I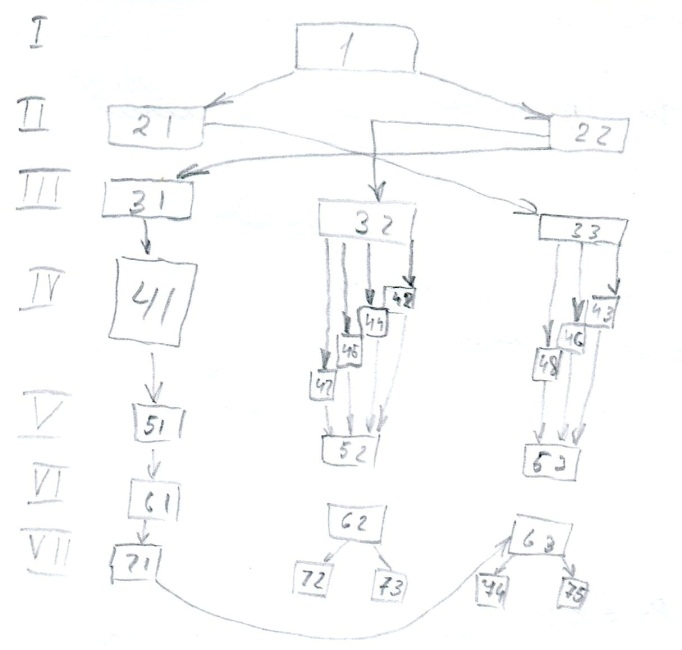 I.
Время получ. информации.
I.
Время получ. информации.
21 Вне процесса резания.
22. в процессе резания.
III источник инф.
31 Система ЧПУ станка
32 Система диагностики инструмента - датчики
33. Система контроля инструмента - датчики
IV Параметры и способы их регистрации.
41. Режим и время резания
42. схемы резания деформацией
43. контактные, механич. и датчики акустические
44. Температура излучения
45. Вибрации
46. Безконтактные электромагнитные
47 Радиоактивности
48. бесконтактные оптические
V. Объект анализа.
51. наработки инструмента
52. Физические характеристики процесса
53 Геометрические параметры режущей части
VI. Результат анализа.
61 Остаточ наработка инстр-та
62 уровень нагрузки на инструмент
63 степень поврежденности инстр-та
VII управляющее воздействие
71 изменение режимов согласно наработке или поврежденности
72 оптимиз. Режима согласно уровню нагрузки
73 упр режимом согласно изм-ям нагрузки
74 програмная замена инструмента
75 аварийная замена инструмента