

Билет №6
Вопрос 1. Развертки: классификация, область применения, геометрические и констр. Особенности опр. Исполнительного диаметра развертки.
Применяется для чистовой обработки отверстий если надо получить точность отверстий 6…9 квалитет и шероховатость Ra= 1.6…1.8 мкм. Развертки различают для цилиндрических и конических отверстий. Развертки подразделяются:
1.По методу крепления: хвостовые, насадные . 2. По способу работы: машинные, ручные. 3. По способу регулиров: регулируемые, нерегулируемые. 4. По конструкции: цельные, сборные, со вспомогательными ножами. 5. По материалу режущей части: быстрорежущие, твердосплавные, из сверхтвердого материала.
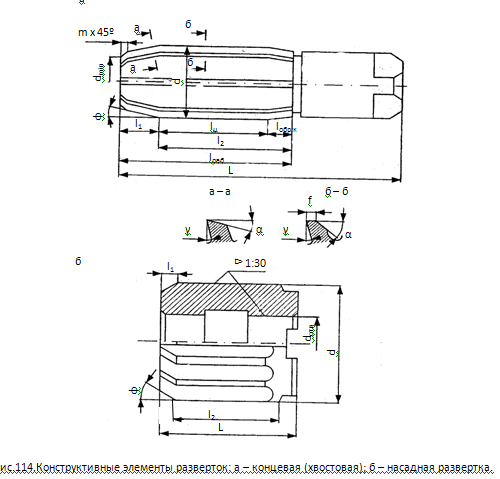
Конструктивные элементы развертки:
1. Диаметр развертки d.
2. Число зубьев, геометрия канавок: профиль канавок; неравномерность шага зубьев по окружности; угол наклона канавок.
3. Длина рабочей части l1+l2
4. Геометрия калибрующей части: форма режущей части; главный угол в плане φ; наименьший диаметр режущей части dmin; размер фаски на заборной части развертки; форма перехода от режущей к калибрующей части; передний угол γ; задний угол α; дополнительный задний угол α1.
5. Геометрия калибрующей части: длина калибрующей части l2; длина цилиндрического участка; величина обратной конусности; передний угол γ; задний угол α ; ширина ленточки f; радиальное биение.
6. Размеры шейки( для хвостовой протяжки).
7. Форма и геометрия зажимной части.
Опр. диаметра развертки. Неправильный расчет диаметра развертки и допуска на него приводит к неполному и сравнительно дорогого инструмента и несоблюдению размера выполняемого отверстия.
При разработке системы допусков в качестве базы принимаю отверстие исходя из следующих положений:
1. Развертка должна допускать большое количество переточек, т.е. иметь определенный запас на износ.
2. Развертка в пределах этого запаса должна обеспечить отверстие, удовл. Требованиям точности и шероховатости.
3. Развертка должна иметь допуск такой величины, чтобы ее изготовление не затрудняло получ. на шлиф. станке или доводочном.
 -
допуск на отверстие
-
допуск на отверстие
 -
допуск на погрешность изготовления
(прин. обычно 0,33
)
-
допуск на погрешность изготовления
(прин. обычно 0,33
)
 -
величина разбивки отв.(для 5…8 квалитета
0,33
)
-
величина разбивки отв.(для 5…8 квалитета
0,33
)
 -
зоны на износ (прин. 0,45
)
-
зоны на износ (прин. 0,45
)
.
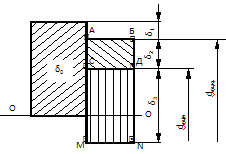
О – О – линия номинального диаметра (на схеме допусков). АB – верхнее отклонение новой развертки (dmax – максимальный диаметр новой развертки); CD – нижнее отклонение новой развертки (dmin – минимальный диаметр новой развертки); MN – нижнее отклонение изношенной развертки, т.е. развертка, имеющая величину диаметра, лежащую ниже линии MN, уже не может быть применена для обработки данного отверстия, т.к. после переточек израсходован весь запас на износ.
2.Число зубьев принимается четным для удобства измерения диаметра.
z=1.5 +4- для хрупких
+4- для хрупких
z=1.5 +2 сталь, медь
z=1.5 – для сборочных.
Сборные развертки выполняют с меньшим числом зубьев, чтобы обеспечить размещение вставных ножей и элементов крепления их по окружности корпуса развертки.
3.Геом.канавок. Канавки прямыми или параллельными или наклонными к оси, но когда повыш. треб к чистоте обр. отв. развертки выполняются с винтовыми канавками.
Направление винтовых зубьев выполняют обратным направлению вращения развертки для предупреждения самозатягивания и “заедания” развертки, а также выхода ее хвостовика из шпинделя. Для котельной развертки φ = 3…5º, γ = 12…15º, z = 4 зуб.
Угол наклона канавки ω принимают:
ω = 7 … 8º – для серого чугуна и твердой стали;
ω = 10 … 20º – ковкого чугуна и стали;
ω = 35 … 45º – для Al и легких сплавов;
ω = 25º – для котельной развертки (винтовые канавки).
 Профиль
канавок не играет существенную роль и
форме стружечной канавки м.б. получена
при помощи одноугловой и двухугловой
фрезы или с очертанием спинки зуба по
радиусу.
Профиль
канавок не играет существенную роль и
форме стружечной канавки м.б. получена
при помощи одноугловой и двухугловой
фрезы или с очертанием спинки зуба по
радиусу.
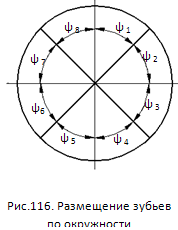
Неравномерное распределение зубьев по окружности выполняют в развертках с целью предупреждения появления в развертываемом отверстии продольных рисок (рифлений), расположенных соответственно шагу зубьев. Причиной появления рифлений является периодическое изменение нагрузки на зубья развертки, обусловленные неоднородностью обрабатываемого материала. При неравномерном шаге зубья занимают в каждый момент новое положение, в результате чего рифленность отверстия устраняется.
На
рис. 116 показан пример расположения 8
зубьев развертки по окружности:
 ,
а
,
а
 ;
;
 ;
; ;
; .
.
Может
быть рекомендована разношаговость при различных числах зубьев:
при различных числах зубьев:
при
z
= 6
 ;
при z
= 8
;
при z
= 8
 ;
при z
= 10
;
при z
= 10
 ;
при z
= 12
;
при z
= 12
 .
.
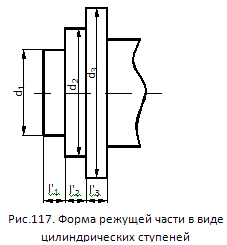 4.Режущая
часть может быть выполнена в виде
заборного конуса (см. рис.114) или в виде
кольцевых цилиндрических ступеней
(см.рис.117). И тогда калибрующая часть
становится более короткой, так как
отсутствует обратный конус.
4.Режущая
часть может быть выполнена в виде
заборного конуса (см. рис.114) или в виде
кольцевых цилиндрических ступеней
(см.рис.117). И тогда калибрующая часть
становится более короткой, так как
отсутствует обратный конус.
d3
–
диаметр калибрующей части; ;
;
 ;
;
 – длина
режущей части;
– длина
режущей части; – длина калибрующей части (
– длина калибрующей части ( мм).
мм).
Главный угол в плане φ:φ = 3 … 5º – у котельных разверток; φ = 12 … 15º – для обработки вязких материалов; φ = 3 … 5º – для обработки хрупких материалов; φ = 0,5 … 1,5º – для ручных разверток, и тогда режущая часть у них значительно длиннее, чем у машинных.
Стандартные развертки имеют φ = 5º; 15º; 45º.
Передний угол γ в зависимости ос свойств обрабатываемого материала назначают в пределах 0 … +10º (для быстрорежущих разверток) и 0 …–15º (для твердосплавных разверток).
Задний угол α: 6 … 12º – для быстрорежущих разверток, 6 … 17º – для твердосплавных разверток.
Длина режущей части l1 (см. рис. 114):
 –
для
ручных разверток;
–
для
ручных разверток;
 –
для машинных разверток;
–
для машинных разверток;
 при
d
> 3 мм;
при
d
> 3 мм;
 при d
= 0,1… 3,0 мм.
при d
= 0,1… 3,0 мм.
Длина калибрующей части l2 :
 ,
т.е.сумма длин цилиндрической части и
длины обратного конуса.
,
т.е.сумма длин цилиндрической части и
длины обратного конуса.
 ,
или принимают 3…5 мм.
,
или принимают 3…5 мм.
Для
дисковых разверток
 .
Дисковые развертки обеспечивают высокую
точность обработки и небольшой параметр
шероховатости, однако конструкция
развертки должна иметь переднюю
направляющую цапфу.
.
Дисковые развертки обеспечивают высокую
точность обработки и небольшой параметр
шероховатости, однако конструкция
развертки должна иметь переднюю
направляющую цапфу.
Обратный конус калибрующей части – это утонение диаметра развертки к хвостовику. Величина утонения: ручные развертки: 0,010…0,015 мм; машинные с жестким креплением: 0,04…0,06; машинные с плавающим или качающимся креплением: 0,08…0,10; твердосплавные развертки: 0,1 мм на длине пластины 15 мм.
Возможно применение разверток без обратной конусности, но тогда длина калибрующей части l2 не должна превышать (0,25…0,30)d.
Передние и задние углы на калибрующей части принимаются такими же что и режущей, кроме заднего угла на ленточке, где α = 0.
Ленточка f обеспечивает: направление развертки в отверстие; способствует выглаживанию обработанной поверхности и калиброванию отверстия по размеру; облегчает контроль развертки по диаметру.
Для ручных разверток ширина ленточки f = 0.15…0.18 мм, для машинных – f = 0,05…0,3 мм.
Уменьшение ширины ленточки хотя и способствует улучшению чистоты поверхности, но и резко снижает стойкость развертки из-за появления выщербин по всей длине ленточки.
Увеличение ширины ухудшает чистоту (увеличивает параметр шероховатости).
Радиальное биение зубьев в начале калибрующей части по отношению к оси хвостовика всех типов разверток не должно превышать: для шлифованных разверток 0,020 мм; для доведенных разверток 0,015 мм.
5.Размеры шейки: шейка должна обеспечить нормальный выход шлифовального круга при шлифовании развертки и заточке ее зубьев. Длина шейки 7… 8 мм; диаметр – на 0,5 … 1,0 мм меньше диаметра калибрующей части.