

3.3.2 Характеристика способів формування
Спосіб формування |
Положення виробу |
Спосіб ущільнення |
Формувальне обладнання |
Тип форм і формувального оснащення |
Об’ємне віброущільнення |
В робочому положенні |
вібрування |
Віброплощадка СМЖ-199А, бетоноукладач СМЖ-162 |
Форма з пружними бортами, сталевий формувальний лист |
Внутрішнє віброущільнення |
В робочому положенні |
вібрування |
Формувальна машина СМЖ-227 |
Форма з пружними бортами, сталевий формувальний лист |
Вібропресування |
В робочому положенні |
Вібрування з привантаженням |
Віброплощадка СМЖ-199А, бетоноукладач СМЖ-162, Інерційний привантажувач |
Форма з пружними бортами, сталевий формувальний лист |
3.3.3 Обґрунтування вибору найбільш доцільного способу формування по вибраному критерію
Критерії для вибору способів виконання стадійних процесів:
а) менша вартість обладнання;
б) менші енергозатрати;
в) менша трудомісткість процесів.
Внутрішнє віброущільнення – досить не вигідно , оскільки паля має не великі розміри.
Вібропресування - обладнання досить дороге, оскільки це комбінований спосіб.
Об'ємне віброущільнення – має у своєму складі одне просте обладнання, що широко використовується в наш час
Висновок: обираємо об’ємне віброущільнення бетонної суміші.
3.3.4 Розгорнута характеристика вибраного способу формування
Об'ємне віброущільнення. Характерною ознакою його є залучення до коливання маси форми і всієї маси бетонної суміші формованого виробу. Об'ємне вібрування здійснюють на віброплощадках різного принципу дії. Віброплощадки — це універсальне формувальне обладнання для виготовлення виробів широкої номенклатури в переносних та пересувних формах.
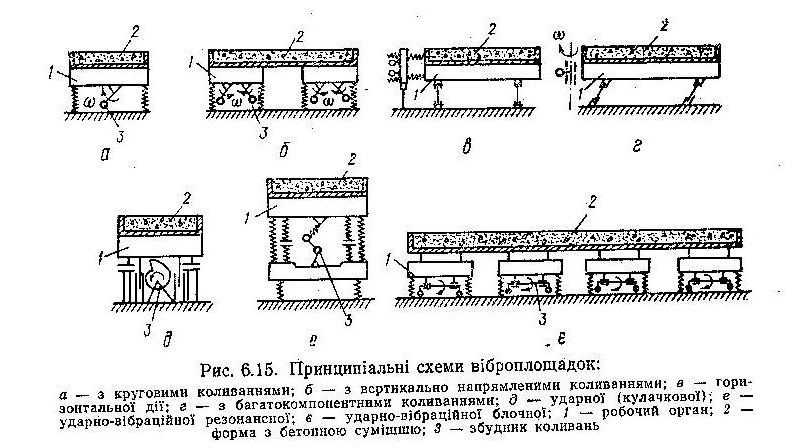 У виробництві плитних
конструкцій завтовшки до 40 см з
малорухливих та помірно жорстких
бетонних сумішей широко використовують
віброплощадки з вертикальними коливаннями
з уніфікованих двовальних віброблоків,
з'єднаних синхронізаторами (рис. 6.15,
б).
Форму до рами віброплощадки кріплять
електромагнітами, що створює умови
для рівномірного ущільнення бетонної
суміші по всьому об'єму виробу. Вантажність
серійних площадок 10...24 т, амплітуда
коливань 0,4...0,6 ми, частота 50 Гц. Недоліками
віброплощадок з вертикальними коливаннями
є недостатня надійність та наднормативний
шум.
У виробництві плитних
конструкцій завтовшки до 40 см з
малорухливих та помірно жорстких
бетонних сумішей широко використовують
віброплощадки з вертикальними коливаннями
з уніфікованих двовальних віброблоків,
з'єднаних синхронізаторами (рис. 6.15,
б).
Форму до рами віброплощадки кріплять
електромагнітами, що створює умови
для рівномірного ущільнення бетонної
суміші по всьому об'єму виробу. Вантажність
серійних площадок 10...24 т, амплітуда
коливань 0,4...0,6 ми, частота 50 Гц. Недоліками
віброплощадок з вертикальними коливаннями
є недостатня надійність та наднормативний
шум.
Для виготовлення довгомірних виробів невеликого поперечного перерізу з помірно жорстких сумішей доцільно використовувати площадки з горизонтальними коливаннями (рис. 6.15, в). У таких установках, що являють собою систему двох мас, коливальний рух «пасивної» маси передається формі з бетонною сумішшю, бо торець форми приєднано до віброзбуджувача, встановленого на активній масі. Обидві маси з'єднані між собою пружними зв'язками, жорсткість яких повинна забезпечувати близький до резонансу режим коливань. Амплітуда горизонтальних коливань площадки 0,4-0,8 мм, частота 45...50 Гц.
На підприємствах накопичено досвід формування з рухливих та литих сумішей виробів масою від 0,2 до 50 т, заввишки від 25.0 до 5000 мм і завдовжки до 16 м на віброплощадках з багатокомпонентними коливаннями (рис. 6.15, г). Амплітуда горизонтальних коливань площадки ОД..0,8 мм, а вертикальних — 0,2.,.0,4 мм, частота коливань 24...25 Гц. Поєднання різноспрямованих амплітуд коливань дає змогу використати позитивну дію на бетонну суміш як звичайних вертикальних, так і горизонтальних коливань. Використання віброплощадок з багатокомпонентними коливаннями розширює номенклатуру вироблюваних конструкцій, покращує умови праці (вібрації на робочому .місці немає, рівень шуму — допустимий).
На ударних площадках (рис. 6.15, д) можна ефективно формувати вироби заввишки до <350 мм з малорухливих бетонних сумішей і з високого якістю лицьових поверхонь (зовнішні стінові панелі, огородження балконів та лоджій, сходові марші тощо);
Тиксотропні властивості цементного тіста при ударному режимі (А=0,5...3,5 мм, /=4...5 Гц) майже не виявляються. Сила удару долає тертя між заповнювачами бетону примушує їх пересуватися і займати найстабільніше положення. Виникають умови для пресування скелета з грубого заповнювача і «проштовхування» крізь щілини між заповнювачами розчинної частини бетону як найбільш, тонкої та мобільної. В результаті найдрібніші частинки цементного тіста заповнюють простір між ущільненою масою бетону та формою. Використовуючи форми з шліфованою поверхнею, а також склопластикові матриці, можна виготовляти вироби з рельєфною архітектурно виразною поверхнею та 100 %-ю заводською готовністю. Процес ущільнення бетонної суміші рекомендуєтеся починати після укладання у форму шару суміші завтовшки 5 см. Якщо висота виробу 25...30 см, то вироби формують у два-три шари з безперервним розкладанням суміші у формі.
При об'ємному віброущільненні використовують також ударно –
вібраційні площадки (рис. 6.15, е, є) для формування виробів заввишки до 1 м з малорухливих та жорстких бетонних сумішей. Вібраційні коливання таких площадок з амплітудою 0,4... 1,0 мм спричинюють тиксотропне розрідження бетонної суміші, а удари з частотою 10...25 Гц ущільнюють бетонну суміш завдяки створенню значних інерційних прискорень [а= (4...6)£]. Коливання в
ударно-вібраційних площадках збуджуються або кривошипно-шатунним механізмом (рис. 6.15, є), або віброзбуджувачем загального призначення (рис. 6.15, е).
Характеристика параметрів і режимів формування
Найменування операції
|
Параметри і режими |
Назва нормативного документа |
||
Назва |
Одиниці вимірювання |
Величина |
||
Укладання бетонної суміші |
Об’єм |
м3 |
0,24 |
[1,7] |
Ущільнення бетонної суміші |
Частота коливань |
Гц |
47,5 |
[9] |
Характеристика формувального обладнання
№ |
Найменування |
Марка |
Показники |
Джерело інформації |
|||
Назва |
Одиниця вимірювання |
Значення |
|||||
1 |
Віброплощадка |
СМЖ-199А |
Віброплощадка |
Гц / т |
47,5/24 |
Стеф.С.111 |
|
2 |
Бетоноукладач |
СМЖ-162 |
Бетоноукладач |
м3 |
0,5 |
Стеф.С.111 |
|