

3.2.2 Характеристика способів напруження арматури і способів армування ненапруженими елементами.
Характеристика способів напруження арматури
Спосіб попереднього напруження арматури |
Кількість одночасно напруж. елементів |
Обладнання для напружування арматури |
Примітка |
Механічний |
Дротяні пучки (до 24 шт) |
Установка для напруження арматури 7228/2М |
|
Електротермічний |
Окремі стержні (до 6 шт) |
Автоматична установка СМЖ-484 |
Ø арматури 10 – 25 мм
|
Електротермомеханічнй |
Окремі стержні (до 15 шт) |
Пересувна намотувальна машина ДН-7 |
Ø арматури 10 – 25 мм |
Характеристика способів армування ненапруженими арматурними елементами
Марка арматурних елементів
|
Маса арматурних елементів кг |
Послідовність укладання арматурних елементів |
Можливі способи виконання операцій |
Обладнання для укладання арматурних елементів |
Сітки С-1 |
0,48 |
1 |
вручну |
- |
Петлі |
0,78 |
2 |
вручну |
- |
Спіраль |
0,1 |
3 |
вручну |
- |
3.2.3 Обґрунтування вибору найбільш доцільного способу армування по вибраному критерію
Критерії для вибору способів виконання стадійних процесів:
Основними критеріями вибору способів армування є: менша вартість обладнання, менші енергозатрати, менша трудомісткість процесів.
Обґрунтування вибору найбільш доцільного способу виконання стадійного процесу буде проводитись за другим критерієм, тобто менші енергозатрати.
Механічний спосіб – має найдешевше обладнання, але досить високий рівень енергозатрат.
Електротермомеханічний спосіб – ефективний при безперервному армуванні і має у своєму складі різноманітне дороге обладнання, а також потребує багото енергії.
Електротермічний спосіб – є найбільш доцільним способом, через відносну невисокий рівень енергозатрат.
Висновок: обираємо електротермічний спосіб напруження арматури
3.2.4 Розгорнута характеристика вибраного способу армування.
При напруженні арматури електротермічним способом нагріті струмом до зазначеного подовження арматурні елементи фіксують у жорстких упорах, які перешкоджають скороченню елементів під час охолодження, внаслідок чого в них виникає задане напруження. Напружувані елементи мають на кінцях затискні, пристрої у вигляді анкерних головок, шайб, клинових затискачів. Можливе також армування виробів арматурою, покритою шаром термореактивної смоли, яка здатна при нагріванні полімеризуватись і переходити у твердий стан. Після бетонування й тверднення бетону арматуру нагрівають електричним струмом до температури 300 °С, внаслідок чого вона подовжується; одночасно смола полімеризується й твердне, чим забезпечує міцне зчеплення бетону з арматурою і закріплення арматури в бетоні у натягнутому стані. Стержень арматури при натягуванні нагрівають до температури 450 °С. Тривалість нагрівання становить 5 хв.
При використанні установки СМЖ-129 дві заготовки з анкерними головками на кінцях укладають у струмопровідні затискачі рухомої і нерухомої опор. Нагрівання стержнів триває доти, доки рухома опора не доторкнеться до кінцевого вимикача, розміщеного на відстані, що забезпечує задане подовження.
Розігріті подовжені стержні вручну переміщують і укладають в упори форми.
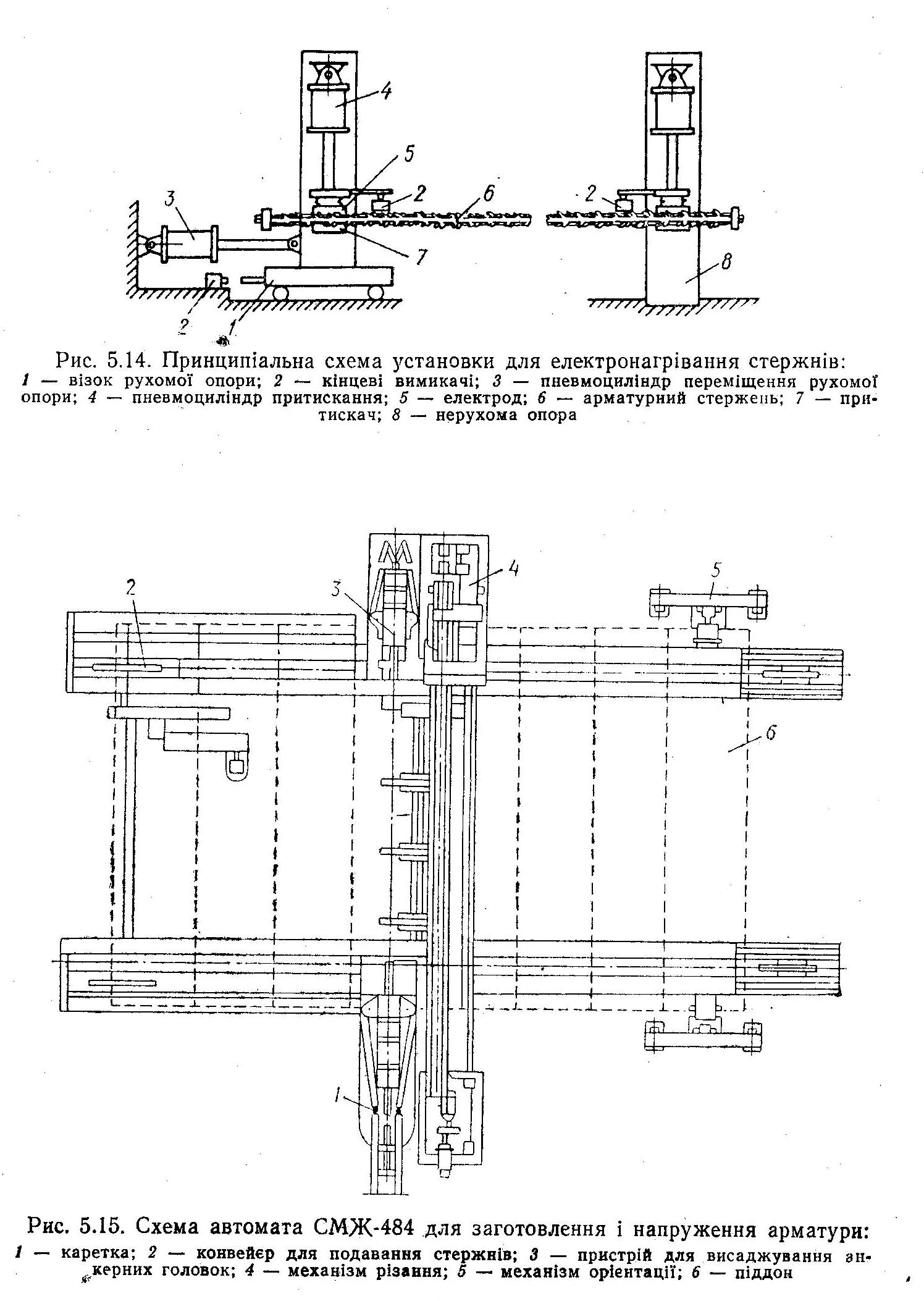
Автоматична установка СМЖ-484 (рис. 5.15) здійснює повний комплекс операцій, включаючи мірне нарізання стержнів, висадження анкерних головок, переміщення до електроконтактів, нагрівання стержнів, переміщення й укладання нагрітих стержнів в упори форми. Робота установки розпочинається з укладання пакета стержнів краном у живильник, звідки спеціальним механізмом відбирається й подається в зону різання один стержень. Після вимірювання відстані між кожною наступною парою упорів за командою ЕОМ стержень відрізається відповідно до розрахунку за програмою. Далі в автоматичному режимі стержні подаються послідовно на висаджування анкерних головок і нагрівання. Контроль подовження стержнів автоматизований. Після нагрівання кінцеві захвати опускають стержні в упори форми.
Обслуговує установку один оператор.
Попереднє напруження арматури здійснюється при забезпеченні заданого подовження стержня Δl0, мм, внаслідок електророзігрівання:

Де k=1,0…1,2 – коефіцієнт, що враховує пружнопластичні властивості стал; Δσ – гранично допустиме відхилення попереднього напруження арматури; Епоч – початковий модуль пружності арматури, МПа; Ly – відстані між зовнішніми гранями упорів.
Довжина заготовок визначається залежністю:

Де а – 2,5d – відрізок стержня для утворення анкера; d – діаметр стержня.
Для нагрівання стержня змінним струмом розраховують силу струму, напругу та потужність.
Сила
струму:

де Qп — повна кількість теплоти, що витрачається на нагрівання 1 м стержня; К1 —коефіцієнт, який враховує схему підключення стержнів в електричний ланцюг; R— активний опір 1 м стержня; τ — тривалість нагрівання.
Напруга:

де Z— повний опір 1 м стержня при нагріванні до розрахункової температури. К1— коефіцієнт, який при послідовному включенні стержнів в електричний ланцюг дорівнює їх числу, а при параллельному — 1.
Напруга електричного струму за вимогами техніки безпеки не повинна перевищувати 60В.
Потужність:

Включення трансформаторів беремо трифазним для кращого використання потужності підстанції.
Характеристика обладнання для армування
Найменування операції |
Марка |
Показники |
Назва нормативного документа |
|||
Назва |
Одиниці вимірювання |
Величина |
||||
Автоматична установка |
СМЖ 129 |
Діаметр арматури |
мм |
10-25 |
Стеф. С.150 |
|
Довжина арматури |
До 6,2 |
|||||