

3.1.2 Характеристика способів підготовки форми і оснащення.
Характеристика способів чищення форм
Варіант
|
Спосіб очищення |
Обладнання |
Механічний |
механічно |
Машина для очищення |
Хімічний |
хімічно |
Ванна з хімічним розчином |
Електрогідравлічний |
Електричний розряд |
Установка для очищення |
Характеристика способів змащення форм
Вид мастил |
Спосіб змащення |
Обладнання |
Автол |
вручну |
- |
Солярове масло |
розпилювання |
розпилювач |
Відпрацьовані мастила |
вручну |
- |
3.1.3 Обґрунтування вибору найбільш доцільного способу підготовки форм і оснащення
Критерії для вибору способів виконання стадійних процесів:
Основними критеріями вибору способів очищення та змащення форм є: менша вартість обладнання, менші енергозатрати, менша трудомісткість процесів.
Вибір найбільш доцільного способу виконання процесу очищення та змащення форм проводимо за першим критерієм, тобто менші затрати на придбання обладнання.
Електрогідравлічний спосіб – досить дороге обладнання, взагалі цей спосіб не набув широкого використання.
Хімічний спосіб – очищення форм виконують у спеціальних доволі дорогих установках 1-2 рази на рік із суворим дотриманням техніки безпеки, а також потрібні хімікати, які в наш час не з дешевих.
Механічний спосіб – цей спосіб найбільш підходить, має досить просте обладнання.
Висновок: обираємо механічний спосіб чистки, змащення форми проводимо вручну відпрацьованими мастилами.
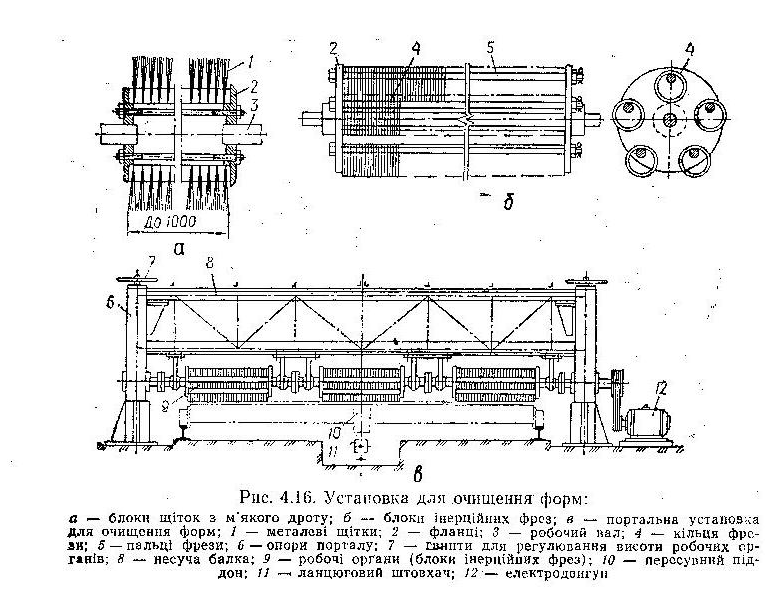
3.1.4 Розгорнута характеристика вибраного способу очищення форм
Механічний спосіб очищення форм. Робочими органами машин для очищення є блоки щіток з м'якого сталевого дроту або інерційних фрез . При очищенні частота обертання щіток 1250 хв-1, а інерційних фрез — 350 хв-1. Портал, на якому змонтовано два вали з розміщеними у шаховому порядку блоками, може встановлюватися стаціонарно (для очищення пересувних форм) або пересуватися по рейках вздовж нерухомої форми. Слід зазначити, що заходи механізованого очищення дають змогу видалити забруднення тільки з плоских горизонтальних чи вертикальних поверхонь. Тому кути форм і оснащення, профільовані борти та інші плоскі поверхні очищають додатково вручну пневмоскребками. Машини з абразивними кругами рекомендують використовувати для капітального очищення й шліфування поверхонь один раз на 2—3 місяці.
Змащення форм відбувається відпрацьованим мастилом вручну.
3.1.5 Розробка функціонально-технологічної схеми очищення і змащення форми
1.1 Переміщення форми на пост підготовки форм
1.2 Чищення форми
1.3 Змащення форми
1.4 Збирання форми





1.1