

6. Выбор стандартной или разработка не стандартной подготовки кромок.
Согласно ГОСТ, для таврового соединения, находим следующие стандартные подготовки кромок:
Для АФ выбираем разработку кромок Т1, потому как она удовлетворяет технико – экономическим требованиям, которые поставило перед нами задание. Выберем интересующие нас размеры: Флюс.
|
|
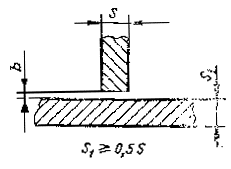
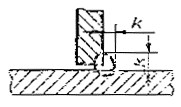
S=7, S1=6, b=0+1.5, K=7
7. Расчёт режимов сварки.
Расчет режима дуговой сварки под флюсом по площади наплавленного металла.
Расчет ведем по площади наплавленного металла:
Fн=(80…100) мм2=100 мм2- площадь шва при сварке под флюсом,
Уточняем площадь шва:
F =F1+F2=0.7*К*√2*b+0.5*К2 =0.7*7*√2*1.5+0.5*49=34.9мм2, - площадь наплавленного металла.
Найдем диаметр электродной проволоки:
d=Кд * Fз=(0.036…0.16)*34.9=1.3…5.6 мм,
где Кд – коэф. учитывающий положение шва.
Принимаем d= 3 мм.
Скорость сварки:
Vc= 110*(d/F)=110*3/34.9=9.4 мм/с (33.7 м/ч),
Скорости попали в диапазон рекомендованных 4…16 мм/с.
Скорость подачи эл. проволоки:
Vп=(4* Vc*F)/(п* d 2)= 4*9.4*34.9/(3.14*32) =46.4мм/с (166 м/ч),
Сварочный ток:
Рассчитываем по формуле
Iс(~)= d((√450*d* Vп+5185)-72)=535 А,
Сварочный ток не выходит из рекомендованных значений 1150 А.
Напряжение сварки:
Рассчитываем по формуле:
Ucк=22+ 0.02* Iс=33 В.
Вылет электрода:
lв=(8...12)*d=30+-6 мм.
8.Выбор сварочного оборудования.
Для сварки под флюсом необходимо выбрать источник с полого падающей характеристикой. Так как тип производства серийный, то источник можно выбрать из числа универсальных, общего назначения. В связи со сваркой в заводских условиях и транспортабельностью изделия не требуется передвижной или переносной источник можно использовать источник с высокой загрузкой (ПН=100%). Очевидно, при выполнении швов не требуется сосредоточение более 7-9 постов. Поэтому более экономично выбрать однопостовой источник.
Выбор рода тока зависит от способа сварки. В нашем случае при сварке под флюсом допускается прямая полярность постоянный ток. Следовательно, мы можем выбрать только источники постоянного тока - выпрямитель или преобразователь. Предпочтение отдаём выпрямителю, который имеет лучшие технико-экономические показатели, чем преобразователь.
Для выбора конкретной марки выпрямителя необходимо знать силу сварочного тока. Согласно расчёту, сила сварочного тока при сварке под флюсом Iсв=535А. Следовательно, можно выбрать источник с номинальным током 1250А. По перечню электросварочного оборудования находим ближайший по номинальному току сварочные выпрямители ВДУ - 1250.
ВДУ-1250. Выпрямитель предназначен для сварки в среде защитных газов, а также для сварки и наплавки под флюсом изделий из малоуглеродистых сталей.
Преимущества:
1. Надёжное зажигание и устойчивое горение дуги.
2. Наличие термозащиты от перегрузки.
3. Возможность как местного, так и дистанционного регулирования сварочных параметров.
4. Обладает двумя видами жестких внешних вольтамперных характеристик для сварки и наплавки под слоем флюса.
5. Высокая надежность обмоточных узлов - Класс изоляции Н по ГОСТ 8865-70
Марка выпрямителя |
Напряжение питающей сети, В |
Номинальный сварочный ток (при ПН, ПВ%),А |
Потребляемая мощность |
Диаметр электродной проволоки, мм |
Габаритные размеры, мм масса, кг |
ВДУ-1250 |
3-380 |
1250(100%) |
73 |
3 - 8 |
790-600-1410 520 |

Выбор сварочного автомата
Исходя из условий сварки, определяем требования к техническим характеристикам автомата, а затем указываем конкретную марку автомата.
При серийном производстве можно выбрать универсальный автомат, хотя не исключается выбор и специального, если последний выпускается.
Не обязателен выбор автомата с программируемым режимом сварки, т.к. шов выполняется непрерывными швами постоянного сечения.
Для сварки применяется сплошная проволока марки Св – 08Г2С, обладающая достаточной жёсткостью. Поэтому можно выбрать автомат с одной парой подающих роликов. Всем перечисленным требованиям удовлетворяют данные автомат АДФ - 1250.
АДФ-1250 сварочный трактор применяется в составе автомата для дуговой сварки плавящимся электродом АДФ-1250 и предназначен для сварки и наплавки изделий из малоуглеродистых сталей под флюсом. Трактор представляет собой самоходное устройство, в котором подача сварочной проволоки, перемещение и защита дуги происходит автоматически по определенной программе. Трактор производит сварку соединений встык с разделкой и без разделки кромок, угловых швов наклонным электродом, а так же нахлесточных швов.
В процессе работы трактор передвигается по изделию или по уложенной на нем направляющей линейке. Сварочный трактор комплектуется источником ВДУ-1250.
Сварочный трактор имеет :
Плавную регулировку скорости подачи электродной проволоки (сварочного тока);
Плавную регулировку скорости перемещения тележки (скорости сварки);
Дистанционное включение и плавное регулирование сварочного напряжения;
Регулировки положения сварочной головки:
- вокруг вертикальной оси несущей колонки на угол 90 с фиксацией положения;
- вокруг своей продольной оси на угол 45 с фиксацией положения;
по вертикали и горизонтали на 50 мм от среднего положения с помощью двух винтовых суппортов;
Перемещение сварочной головки в сборе с блоком управления, бункером и кассетой вдоль несущей колонки с фиксацией положения;
Возможность сцепления и расцепления колес с приводом с помощью зубчатой муфты;
Сменные ведущие ролики и вкладыши в токопроводе;
Конструкция бункера, позволяющая визуально контролировать уровень флюса в бункере;
Систему отсасывания остатков флюса в бункер после сварки.
Автомат |
АДФ-1250 |
Номинальное напряжение, В |
380 |
Номинальный сварочный ток при ПВ=100%, А |
1250 |
Пределы регулировки варочного тока, А |
250-1250 |
Диаметр электродной проволоки, мм |
3-6 |
Скорость подачи электродной проволоки, м/ч |
20-135 |
Скорость сварки, м/ч |
15-190 |
Масса трактора без электродной проволоки, кг |
145 |
Источник питания |
ВДУ-1250 |