

Контрольные вопросы
Из каких основных частей состоит автомат АДС-1000-2?
Из каких основных частей состоит полуавтомат ПДШ-500?
Преимущества автоматической сварки перед ручной дуговой сваркой?
Преимущества полуавтоматической сварки перед автоматической?
Что такое коэффициент формы шва и как он определяется?
Как влияет на параметры сварного шва сварочный ток, напряжение на дуге и скорость сварки?
-
Дата выполнения
Подпись студента
Подпись преподавателя
Лабораторная работа № 4 определение технологических параметров контактных сварочных машин и влияния шунтирования тока на прочность сварной точки
I. Цель работы:
По эскизам и натурным образцам изучить устройство и работу контактных сварочных машин и определить основные технологические параметры. Определить влияние шунтирования тока на прочность сварной точки.
II. Краткие сведения из теории
Рассмотреть основные способы контактной сварки.
III. Порядок выполнения работы
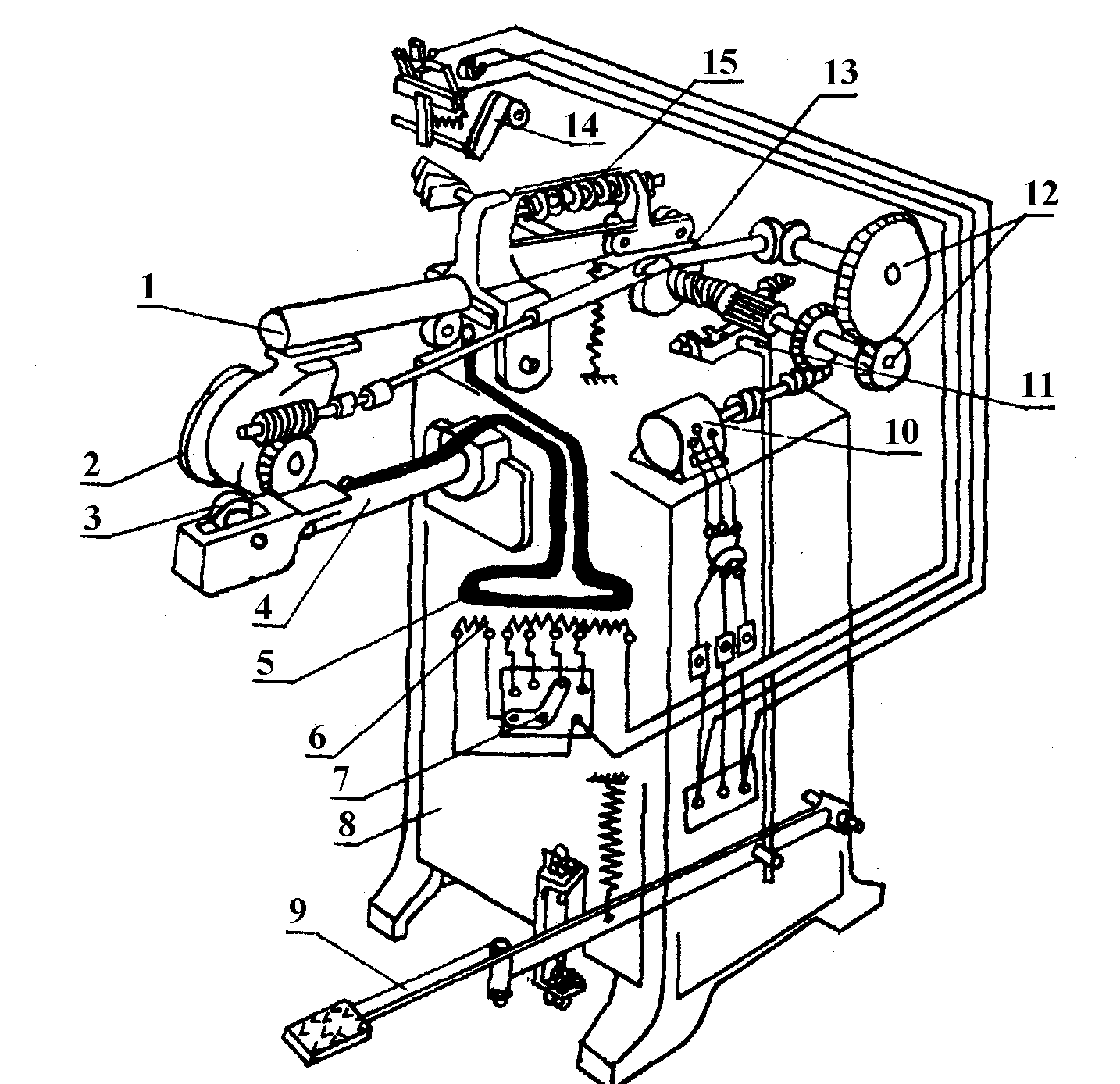
3.1. Изучить устройство и принцип работы сварочной машины МСР-100
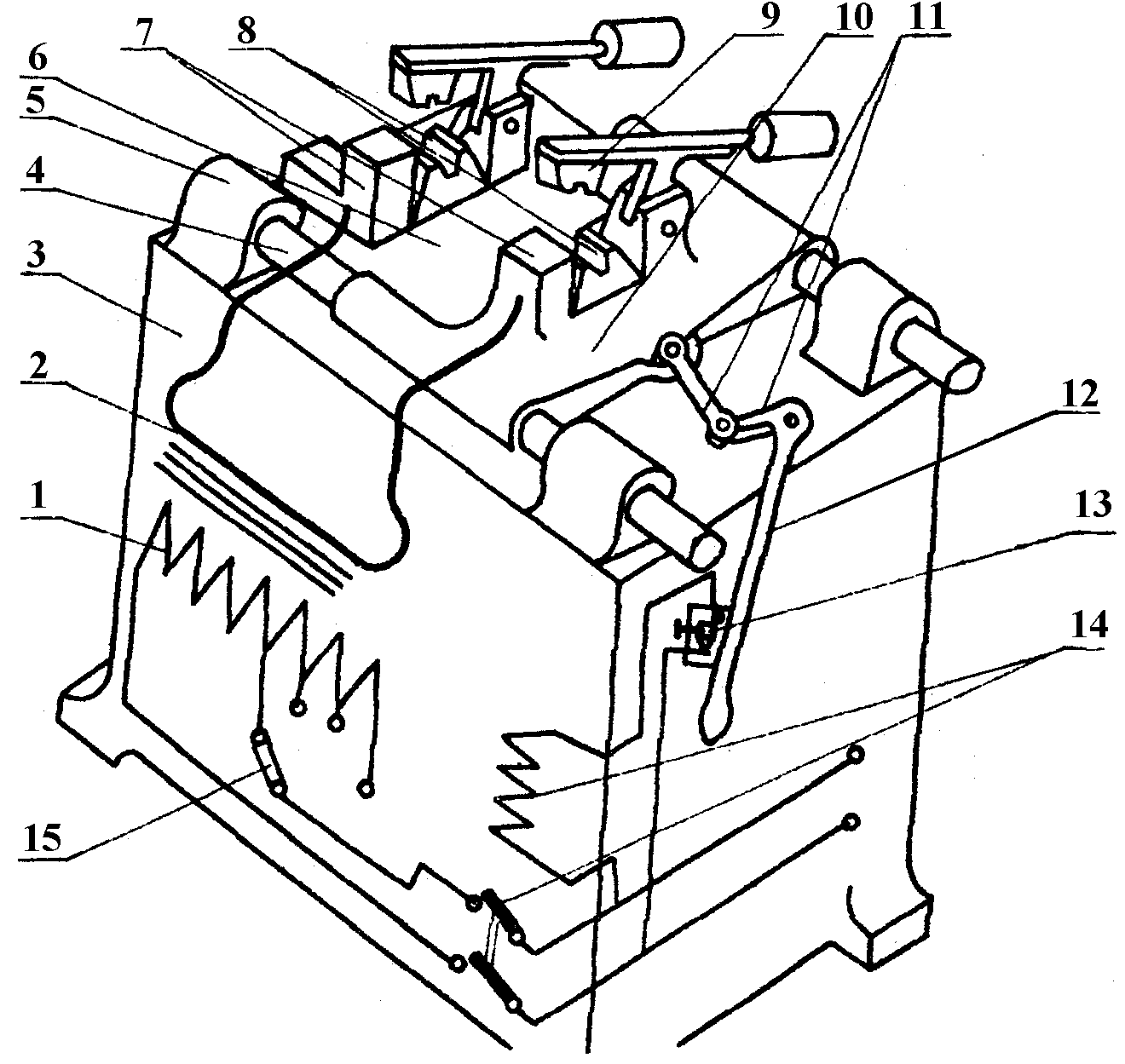 Условные
обозначения:
Условные
обозначения:
1 - |
2 - |
3 - |
4 - |
5 - |
6 - |
7 - |
8 - |
9 - |
10 - |
11- |
12- |
13- |
14- |
15- |
3.1.1. Зарисовать графики зависимости давления и тока от времени:
Для стыковой сварки сопротивлением |
Для стыковой сварки методом непрерывного оплавления |
Изучить устройство и принцип работы точечной машины МТ-601
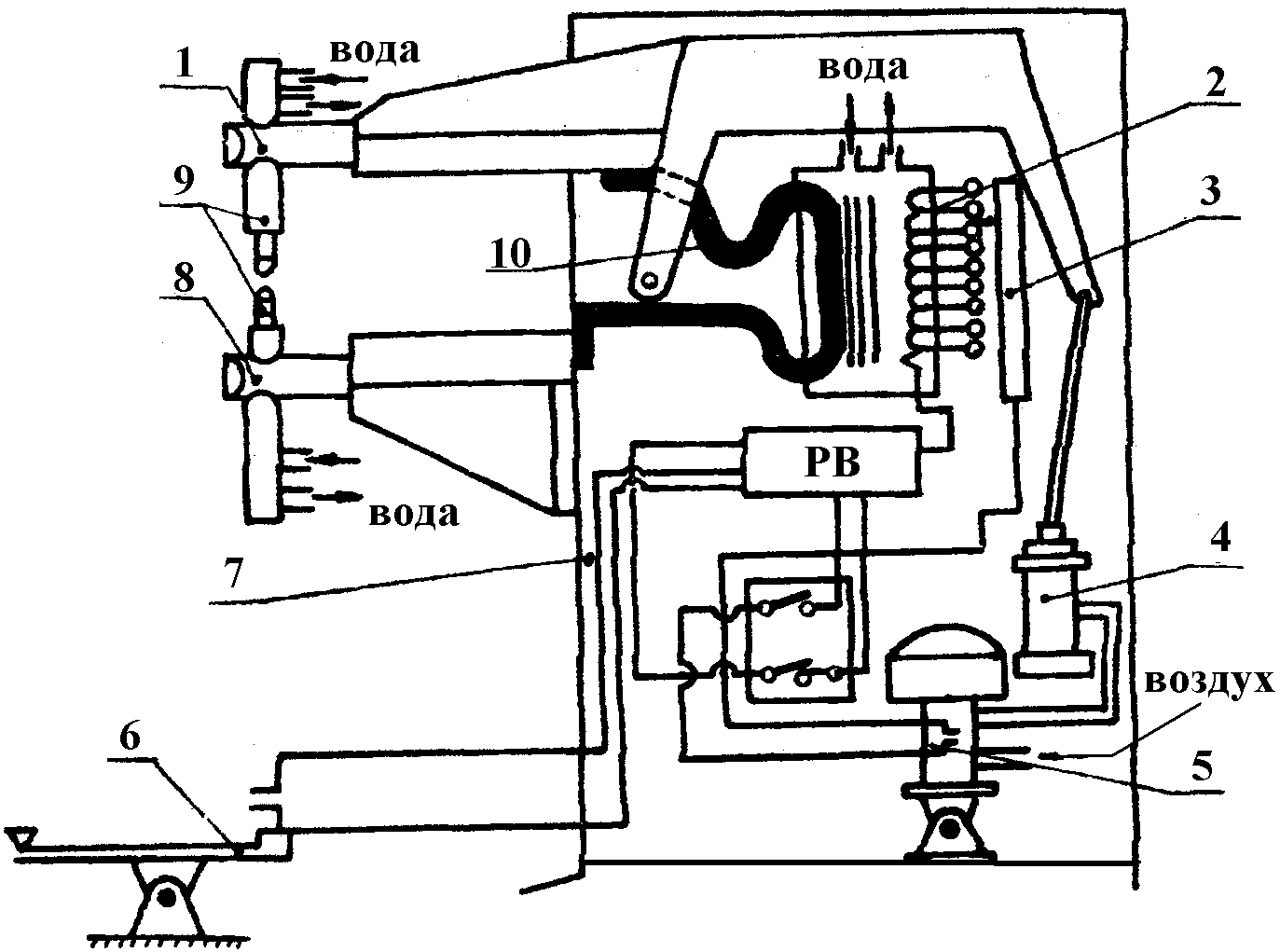 Условные
обозначения:
Условные
обозначения:
1 - |
2 - |
3 - |
4 - |
5 - |
6 - |
7 - |
8 - |
9 - |
10 - |
3.2.1. Зарисовать графики зависимости давления и тока от времени для точечной сварки:
3.3. Определить основные технологические параметры точечной сварки. Данные эксперимента занести в таблицу 1.
Таблица 1
Ступень регулирования |
Напряжение в первичной обмотке, U1, В |
Напряжение во вторичной обмотке, U2, В |
Коэффициент транс- формации К= U1/ U2 |
Ток в первичной обмотке, I1, A |
Ток во вторичной обмотке, I2, A |
Площадь поперечного сечения сварной точки, F, мм2 |
Плотность тока, J = I2/F, А/мм2 |
|
|
|
|
|
|
|
|
3.4. Определить влияние режима сварки и шунтирования тока на прочность сварной точки. Данные эксперимента занести в таблицу 2.
Таблица 2
Толщина металла, мм |
Сварочный ток, А |
Режим сварки |
Диаметр ядра точки, мм |
Разрушающее усилие, кг |
||||
Усилие сжатия, кг |
Продолжительность включения, c |
Шаг точек |
I замер |
II замер |
Среднее значение |
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
3.5. Зарисовать схему, поясняющую последовательность нанесения сварных точек и шунтирования тока.
Условные обозначения:
1 - |
2 - |
3 - |
4 - |
5 - |
6 - |
7 - |
8 - |
9 - |
10 - |
11 - |
12 - |
13 - |
14 - |
15 - |
3.6.1. Зарисовать графики зависимости давления и тока от времени для шовной сварки:
Выводы по работе: