

Контрольные вопросы
1. Укажите основные требования, предъявляемые к источникам питания.
2. Объясните принцип регулирования сварочного тока у трансформаторов СТЭ и ТД.
3. Объясните принцип регулирования сварочного тока у генераторов ГС и ГСО.
4. Почему источники питания для ручной дуговой сварки должны иметь крутопадающую характеристику.
-
Дата выполнения
Подпись студента
Подпись преподавателя
Лабораторная работа № 3 Влияние режима автоматической сварки под слоем флюса на форму и размеры сварного шва
I. Цель работы:
Ознакомиться с конструкцией и принципом работы сварочных автоматов и полуавтоматов. Определить влияние величины сварочного тока (Iсв), скорости сварки (Vсв) и напряжения дуги (Uд) на форму и геометрические размеры шва.
II. Краткие сведения из теории
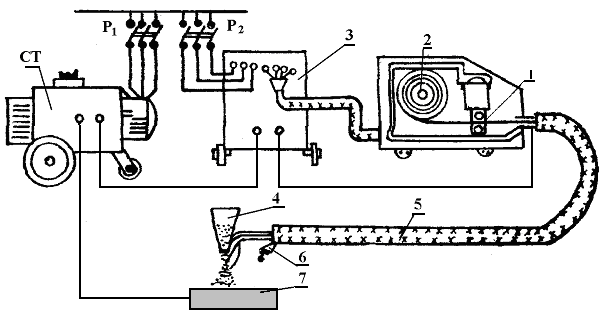
2.1. Сущность автоматической и механизированной сварки под слоем флюса.
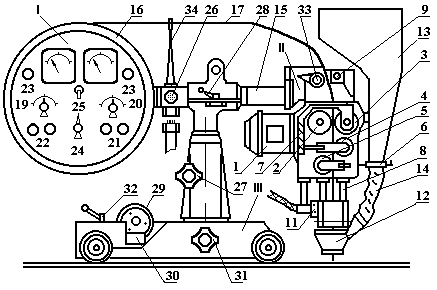
2.2. Ознакомиться с работой сварочного автомата АДС-1000-2.
I – |
II – |
III – |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
15 |
16 |
17 |
18 |
19 |
20 |
21 |
22 |
23 |
24 |
25 |
26 |
27 |
28 |
29 |
30 |
31 |
32 |
Условные обозначения:
СТ – |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
III. Порядок выполнения работы
3.1. Определить влияние скорости сварки на форму и геометрические размеры шва. Произвести наплавку валиков, сделать соответствующие замеры, полученные данные занести в таблицу 1.
Таблица 1.
№ валиков |
Напряжение, В |
Сила тока, А |
Скорость сварки, м/ч |
Размеры шва, мм |
||
hп |
b |
hв |
||||
1 |
|
|
18 |
|
|
|
2 |
|
|
36 |
|
|
|
3 |
|
|
54 |
|
|
|
Материал пластины _______; Марка сварочной поволоки __________ ; Марка флюса _____
3.2. По данным таблицы 1 построить график зависимости размеров шва hп , b, hв от скорости сварки.

Выводы по работе: