

Классификация, строение и сложность технологического потока как системы процессов
Строение технологического потока определяется связями между его отдельными операциями. Любой технологический поток можно отнести к одному из трех видов (рис. 1):

Рис. 1. Схема строения технологических потоков с различными связями:
а - жесткой; б - полужесткой; в - нежесткой
Поток с жесткой связью (рис. 1, а) предусматривает жесткую связь между выходом каждой предыдущей и входом каждой последующей операции; естественно, что длительность цикла каждой операции должна быть одинаковой или кратной циклу ведущей операции или группы их;
поток с полужесткой связью (рис. 1, б) характеризуется тем, что в нем имеются группы операций с жесткой связью лишь внутри самих себя; между собой эти группы имеют гибкие связи в виде операций хранения; конструктивно операция хранения реализуется в накопителях, бункерах, емкостях, ветвях конвейеров и т. д.;
поток с нежесткой (гибкой) связью (рис. 1, в) отличается тем, что операция хранения обычно бывает между каждыми двумя технологическими операциями.
В потоках с полужесткой и особенно нежесткой (гибкой) связями допускается более «мягкая» организация производства, что связано с несовершенством технологий, нестабильными свойствами исходного сырья и полуфабрикатов, отсутствием машин с требуемыми техническими характеристиками, различными технологической надежностью операций и конструктивной надежностью машин и т. д.
На пищевых предприятиях самых разных отраслей организованы преимущественно потоки с полужесткой связью.
По форме технологические потоки могут быть неразветвленные и разветвленные, причем последние имеют сходящиеся, расходящиеся и параллельные ветви (рис. 2).

Рис. 2. Схема форм технологических потоков:
а - неразветвленный; б - разветвленный сходящийся;
в - разветвленный расходящийся; г - разветвленный с
параллельными ветвями
В простейшем случае операции составляют одну цепочку – неразветвленный поток (рис. 2, а). Такой поток предназначен для выработки преимущественно из одного вида сырья, одного вида продукции (цельного молока, ириса, леденцовой карамели, патоки из крахмала, макаронных изделий и т. д.).
Разветвленный сходящийся технологический поток (рис. 2, б) предназначен для получения из нескольких видов сырья одного вида продукции (хлеба, сыра, пирожных и тортов, карамели с начинкой, конфет "Ассорти" и т. д.).
Разветвленный расходящийся технологический поток (рис. 2, в) возникает при выработке из одного вида сырья нескольких видов конечного продукта (белых столовых виноматериалов из винограда, муки первого и второго сортов при помоле пшеницы, шоколада, какао-масла и какао-порошка при переработке какао-бобов и т. д.).
Технологический поток с параллельными ветвями (рис. 2, г) образуется в случае одновременного параллельного функционирования ряда идентичных операций из-за недостаточной производительности оборудования на данном участке линии.
В разветвленном потоке можно выделить главные и вспомогательные ветви: на главной выполняются ведущие операции, а на вспомогательной – операции по изготовлению и мойке тары, выработке дополнительных полуфабрикатов и т. п.
Организация технологического потока. Операция как составная часть потока
Технологические операции выполняют две функции: обработку объекта (технологический процесс) и подачу объекта обработки в рабочую зону (транспортный процесс). Комбинация технологического и транспортного процессов приводит к формированию четырех классов операций.
В операциях I класса (рис. 3) технологическая обработка массы происходит только после завершения транспортной операции (подачи заготовки в рабочую зону) и наоборот, т.е. один процесс прерывается другим. Это операции дискретного действия.
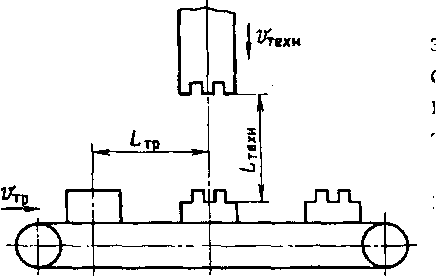
Рис. 3. Операция I класса
Производительность П1 машин этого класса операций определяется длительностью Тц всего технологического цикла обработки объекта.
Цикл включает в себя продолжительности технологического Ттехн и транспортного Ттр процессов.

где Lтехн и Lтр, – значения технологического и транспортного перемещений;
vтехн и vтр – технологическая и транспортная скорости.
Чтобы повысить производительность машин, предназначенных для выполнения операций I класса, необходимо сократить как Ттехн , так и Ттр .
Длительность цикла Тц обусловлена технологическими параметрами операции и динамическими возможностями механизма перемещения продукта в зону обработки и из нее.
На базе операций I класса нецелесообразно компоновать машины и аппараты в автоматические линии (линии будущего).
Для операций II класса (рис. 4) характерно совпадение во времени транспортного и технологического процессов. Транспортный процесс становится непрерывным, а vтехн и vтр равны между собой.
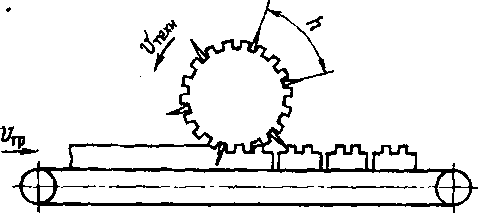
Рис. 4. Операция II класса
Производительность ПII машин, реализующих операции II класса, определяется длительностью цикла Тц обработки сырья рабочими органами. Этот цикл равен отношению размера матрицы h к технологической или транспортной скорости.
ПII = 1/ Тц=1/( h/ vтехн) = 1/( h/ vтр)
Чтобы повысить производительность машин, предназначенных для создания операций II класса, необходимо увеличить транспортную скорость, которая ограничена технологической.
Операции III класса (рис. 5) отличаются от операций II класса независимостью транспортного и технологического процессов. В этих операциях обработка объектов осуществляется при их непрерывном транспортировании совместно с рабочими органами через рабочую зону по какой-либо замкнутой траектории. Машины, созданные по этому принципу, получили название роторных, поскольку транспортный процесс первоначально был реализован как вращательное движение.
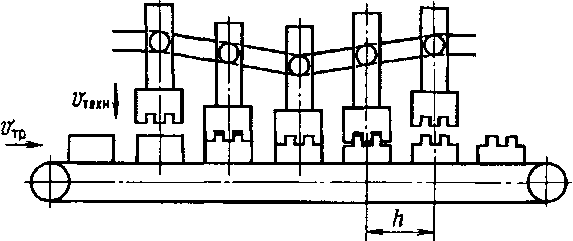
Рис. 5. Операция III класса
Производительность ПIII машин для операций III класса, как и для операций II класса, определяется длительностью цикла Тц, равному отношению шага h выхода изделий к транспортной скорости
ПIII = 1/ Тц= 1/( h/ vтр)
Скорость транспортирования не ограничивается технологической скоростью. Повышение производительности теоретически связано только с увеличением транспортной скорости, это влечет увеличение длины технологической зоны, что необходимо для сохранения необходимой продолжительности технологической обработки объекта.
Для операций IV класса (рис. 6) также характерна независимость скорости транспортного процесса от технологической скорости. Заготовки обрабатываются при транспортировании через рабочую зону. Понятие «рабочий орган» заменяется понятием «рабочая среда», которая осуществляет технологическое воздействие непосредственно на весь поток, происходящий через рабочую зону. Более точно машины этого класса операций следует называть аппаратами.
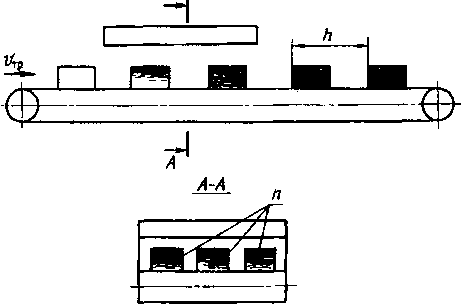
Рис. 6. Операция IV класса
Производительность ПIV для машин операций IV класса определяется длительностью цикла Тц выхода одного объекта и количеством n объектов в сечении потока:
ПIV = n(1/ Тц )= n(1/( h/ vтр))
где h – шаг объектов в направлении вектора скорости.
Повышение производительности достигается как увеличением транспортной скорости (при соответствующем удлинении зоны обработки), так и увеличением в поперечном сечении потока количества объектов.
Морфология технологического потока
Существующие и принципиально возможные технологические потоки с точки зрения наличия в них операций определенных классов приведены в таблице.
Класс потока определяется наименьшим классом операции в нем. Достаточно даже одной такой операции, чтобы отнести поток к соответствующему классу. Например, в потоке (II) класса наименьшим является II класс операции. Тип потока определяется числом классов операций, его составляющих. Так, поток второго типа состоит только из операций двух каких-либо классов, а поток (III) класса состоит из операций любых трех классов.
Таблица. Классы технологических потоков
Количество классов операций в потоке
|
Наименьший класс операции в потоке
|
|||
I |
II |
III
|
IV
|
|
Один |
(I) |
(II) |
(III) |
(IV) |
Два
|
(I - 11), (I - III), (I-IV) |
(II - III) (II - IV) |
(III - IV)
|
|
Три
|
(I - П -III), (I - II -IV), (I - III -IV) |
(II - III -IV)
|
-
|
-
|
Четыре |
(I - II-III - IV) |
- |
- |
- |
Поток, содержащий операции более высокого класса, прогрессивнее потока, который составляют операции более низкого класса.
Системность технологического потока
Технологический поток как система состоит из автономных образований - подсистем, в которых операции являются элементами.
Системное качество заключается в гораздо более эффективном функционировании комплекса машин и аппаратов, нежели работа не объединенных в линию орудий труда.
1. В технологической системе можно выделить внутренние связи между ее подсистемами и внешние связи, с другими системами. Если внутренние связи «сильнее» связей внешних, то технологическая система может существовать как таковая. Если же внутренние связи ослабевают и увеличивается сила и число внешних связей, то целостность нарушается и система перестает существовать как целое – по своим свойствам приближается к сумме частей.
2. Структура системы – внутренняя организация – способ взаимосвязи и взаимодействия образующих ее компонентов. Важнейшей характеристикой структуры служит мера упорядоченности.
Важную особенность структуры ТС составляют пространственные отношения между элементами – взаимное расположение частей и расстояние между ними, которые во многом определяют устойчивость системы.
Структура ТС определяется и временной согласованностью течения технологических процессов. Поскольку технологическая система представляет собой большой производственный процесс, то структура системы отражает и организацию элементов (технологических операций) во времени.
Таким образом, структура технологической системы всегда пространственно-временная. Она предполагает определенную динамическую устойчивость пространственно-временных компонентов целого.
3. Технологическая система функционирует не изолированно, а в определенной взаимосвязи с окружающей средой - внешние по отношению к системе процессы и объекты, с которыми система взаимодействует, изменяя их или изменяясь при этом сама.
С окружающей средой по разному взаимодействуют:
– различные технологические системы,
– одна и та же система на разных этапах своего развития.
– различные элементы, и подсистемы технологической системы.
К технологической системе относятся только те объекты, которые принимают непосредственное участие в формировании интегративных свойств системы.
На вход технологической системы поступают потоки вещества, энергии и информации. В зависимости от функционального назначения на выходе системы доминируют те или иные материальные, энергетические или информационные потоки. Ввиду неидеальности систем и специфических особенностей используемых технологических процессов выходные потоки несут меньшее количество вещества и энергии, чем их поступает на вход системы. Часть вещества и энергии рассеивается внутри системы и в окружающей среде.
Выходом является разработка и использование ресурсо- и энергосберегающей технологии и техники, а также экологически безопасных технологических систем.