

2.7 Оформление чертежа поковки
Поковку изображают в том положении, которое она занимает в штампе. Масштаб изображения 1:1. Исключения (М1:2, М2:5) допускается только для поковок простой формы или имеющих размеры более 750 мм. Однако сложные сечения вычерчивают в натуральную величину.
Контуры готовой детали вычерчивают тонкой сплошной линией для иллюстрации припусков и напусков, а размеры проставляют частично в скобках под размерами поковки.
Таблица 7
Технические требования на изготовление поковок
-
Вид требования
Параметр требования
Термообработка и твердость
Поковки
Допускаемая величина
Остатков заусенцев
Допускаемая величина смещения штампов
Допускаемая глубина внешних дефектов
Допуск взаимного расположения поверхностей
Способ очистки поверхностей от окалины
Точность изготовления поковки
Термообработка – …, твердость…
Сталь 40 – нормализация,
 НВ
197;
НВ
197;сталь 45 – отжиг, НВ 207;
40Х – отжиг, НВ 217;
18ХГТ – Нормализация, НВ 207;
12ХН3А – нормализация, 200
Остатки заусенцев по периметру среза
до …
(см.табл.4)
Смещение до линии разъема штампа
до …
(см.табл.4)
на обрабатываемых поверхностях
допускаются внешние дефекты не более
50% припуска на обработку
Отклонение от соосности отверстия
Ø ……относительно Ø …… до ….…
(При наибольшем размере поковки до
160 мм – 1,5 мм, свыше 160 мм – 2,0 мм)
Очистка от окалины - …
(выбрать: дробеструйная или пескоструйная)
Класс точности поковки …
Размеры поковки с допусками проставляют от установочных баз для обработки резанием с учетом удобства контроля поковки шаблонами и проверки припусков на чертеже. Избегают простановку размеров от линии разъема, если она не совпадает с осевой. Размерные линии для поверхностей с уклонами проводят от вершин углов.
Технические требования, предъявляемые к поковке, располагают над основной надписью чертежа без заголовка в порядке, указанном в табл.7.
3. Профиль рабочей полости штампа
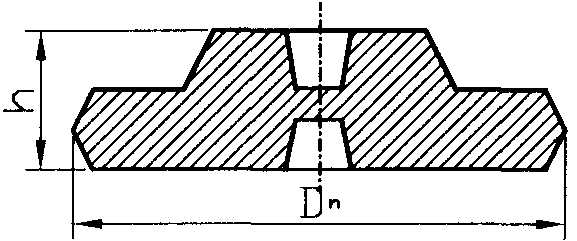
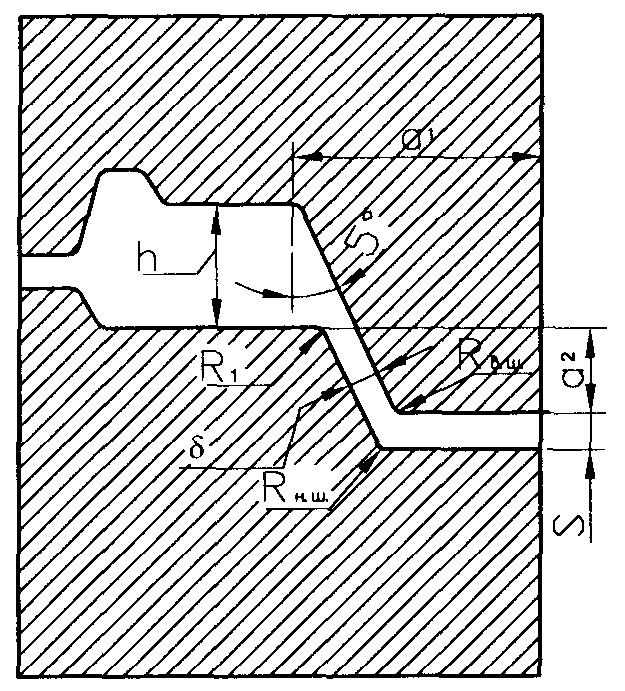
Конфигурации рабочей части полости штампов для открытой и закрытой штамповки на молоте и КГШП показаны на рис.1, профиль и размеры облойных канавок – на рис.5 и в табл.8, профиль и размеры замка закрытого штампа – в табл.9.

Основной конструктивный параметр облойной канавки, толщину облоя h0, рассчитывают для круглых в плане поковок по формуле
![]() ,
(3)
,
(3)![]()
где Dп - диаметр поковки в мм, а для некруглых в плане поковок
![]() ,
,
где Fn – площадь проекции поковки в плане, мм2.
Полученные значения h0 округляем до ближайшего большего (табл. 8) и в соответствии с принятым значениям h0 определяем остальные размеры облойной канавки.
Таблица 8
Размеры (мм) облойной канавки
|
h0 мм
|
h1 мм |
B Мм |
b1 мм |
Радиус R при глубине h ручья (свыше-до), мм |
|
До 20 |
20-40 |
|||||
1,0 1,6 2,0 3,3 4,0 |
3,0 3,5 4,0 5,0 6,0 |
7 8 9 10 11 |
22 22 25 28 30 |
1,0 1,5 2,0 2,0 2,0 |
1,0 1,0 1,5 1,5 1,5 |
|
Основным конструктивным параметром замка является глубина ручья h, остальные назначают согласно табл.9.
Таблица 9
Конструкция и размеры замка закрытого штампа
|
Конструктивные параметры |
Размеры |
|
в долях h |
в мм |
||
а1 |
1,5 |
- |
|
а2 |
1 |
- |
|
|
- |
0,2-0,6 |
|
R1 |
- |
|
|
Rв.ш. |
- |
8-10 |
|
Rн.ш. |
- |
5-6 |
|
S для КГШП |
- |
|
|
S для молота |
- |
0 |
|
Размеры рабочей полости штампа должны быть увеличены на 1,5% (1,015) с учетом того, что штамповке подвергают нагретую заготовку. Размеры по высоте штампа проставляют от плоскости разъема.