

Вариант 5
Палец (рис. 13, табл. 5) изготавливается на токарно-револьверном автомате модели 1Б140. Переходы 1 – 3, 5 – 7 (приложение 14) осуществляется револьверным суппортом, переходы 4 – передним и задним поперечными суппортами, переход 8 – вертикальным суппортом. Палец изготавливается по 9 квалитету с параметром шероховатости Ra = 0,63 мкм. Результаты расчёта наладки сводятся в карту наладки, составленную по форме приложения 15.
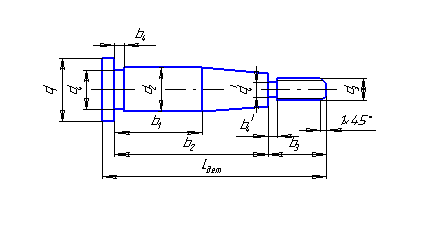
Рисунок 13 – Палец
Таблица 5
Размеры и материал детали «Палец»
Параметры |
исходные данные |
|||||||||
последние цифры шифра |
||||||||||
80-81 |
82-83 |
84-85 |
86-87 |
88-89 |
90-91 |
92-93 |
94-95 |
96-97 |
98-99 |
|
,мм |
24 |
25 |
26 |
28 |
30 |
32 |
34 |
36 |
38 |
40 |
, мм |
16 |
17 |
18 |
20 |
22 |
24 |
26 |
28 |
30 |
32 |
, мм |
M10x1,5 |
M10x1,5 |
M12x1,75 |
M12x1,75 |
M16x2 |
M16x2 |
M20x2,5 |
M20x 2,5 |
M24x3 |
M24x3 |
, мм |
14 |
15 |
16 |
18 |
20 |
22 |
24 |
269 |
28 |
30 |
|
8 |
8 |
9,5 |
9,5 |
13 |
13 |
16,5 |
16,5 |
19,5 |
19,5 |
, мм |
64 |
68 |
72 |
76 |
80 |
84 |
88 |
92 |
96 |
100 |
, мм |
20 |
22 |
25 |
26 |
27 |
28 |
29 |
30 |
32 |
32 |
Окончание таблицы 5 |
||||||||||
Параметры |
исходные данные |
|||||||||
последние цифры шифра |
||||||||||
80-81 |
82-83 |
84-85 |
86-87 |
88-89 |
90-91 |
92-93 |
94-95 |
96-97 |
98-99 |
|
, мм |
33 |
35 |
38 |
40 |
41 |
43 |
46 |
47 |
50 |
50 |
, мм |
26 |
27 |
28 |
30 |
32 |
34 |
35 |
37 |
38 |
40 |
, мм |
2 |
2 |
2 |
2 |
2 |
3 |
3 |
3 |
3 |
3 |
|
2,5 |
2,5 |
2,5 |
2,5 |
3 |
3 |
4 |
4 |
4 |
4 |
, мм |
71 |
75 |
79 |
83 |
87 |
91 |
95 |
99 |
103 |
107 |
Материал заготовки |
Сталь |
Латунь |
Алюминий |
|||||||
С |
20 |
35 |
45 |
А12 |
А20 |
К |
Т |
М |
Ал |
|
* См. примечание в таблице 3 |
||||||||||
Таблица 6
Рекомендуемые скорости резания (q, м/мин) при
работе инструментом из быстрорежущей стали на станке 1Б10П
Характер обработки |
Обрабатываемый материал |
||||||||||
Сталь |
Латунь |
Алюминий |
|||||||||
Серебрянка |
45 |
35 |
20 |
К |
А12 |
А20 |
М |
Т |
Ал |
||
Продольная обработка |
20-25 |
25-35 |
35-45 |
45-55 |
16-20 |
45-70 |
40-65 |
150-180 |
90-120 |
200-250 |
|
Обточка фасонными резцами и отрезка |
18-22 |
20-30 |
20-35 |
30-35 |
12-18 |
45-55 |
35-45 |
100-150 |
60-70 |
200-250 |
|
Нарезание резьбы резцом |
t= 0,25 |
1-1,5 |
1,5-2,5 |
1,8-2,5 |
1,8-2,5 |
0,75-1,2 |
2,8-4,0 |
2,5-3,5 |
4,5-10 |
5-10 |
5,5-15 |
t= 0,5 |
1,2-2,0 |
2,0-2,7 |
2,0-3,0 |
2,3-3,0 |
1,0-1,6 |
3,6-4,6 |
3-4 |
5,5-15 |
6,0-15 |
6,5-20 |
|
t= 0,8 |
1,3-2,5 |
2,2-3,0 |
2,5-3,5 |
2,8-3,5 |
1,4-2,0 |
4,2-5,0 |
3,5-4,5 |
6,8-18 |
8,0-20 |
10,5-25 |
|
Таблица 7
Подачи (S, мм / об) для станка 1Б10П [5]
Материал |
Вид обработки |
Глубина обработки, мм
|
Шероховатость получаемой поверхности, мкм |
|
|||||||
|
Rz = 10…20 |
Rz = 6,3…10 |
|||||||||
Диаметр прутка, мм |
|||||||||||
2 |
4 |
7 |
2 |
4 |
7 |
2 |
4 |
7 |
|||
Сталь 45 |
Обточка |
2,5 |
|
|
0,028 |
|
|
0,022 |
|
|
0,016 |
Обточка |
2,0 |
|
|
0,032 |
|
|
0,025 |
|
|
0,018 |
|
Обточка |
1,5 |
|
0,018 |
0,035 |
|
0,014 |
0,028 |
|
0,01 |
0,02 |
|
Обточка |
1,0 |
0,02 |
0,022 |
0,04 |
0,012 |
0,017 |
0,03 |
0,008 |
0,012 |
0,022 |
|
Обточка |
0,5 |
0,024 |
0,025 |
0,045 |
0,015 |
0,02 |
0,035 |
0,01 |
0,014 |
0,025 |
|
Врезание и отрезка |
|
0,006 |
0,008 |
0,012 |
0,005 |
0,005 |
0,005 |
0,003 |
0,004 |
0,005 |
|
Латунь |
Обточка |
2,0 |
|
|
0,19 |
|
|
0,13 |
|
|
0,087 |
Обточка |
1,5 |
|
0,12 |
0,20 |
|
0,08 |
0,14 |
|
0,05 |
0,093 |
|
Обточка |
1,0 |
0,065 |
0,15 |
0,21 |
0,04 |
0,10 |
0,15 |
0,025 |
0,063 |
0,100 |
|
Обточка |
0,5 |
0,08 |
0,18 |
0,22 |
0,05 |
012 |
0,16 |
0,03 |
0,075 |
0,107 |
|
Врезание и отрезка |
|
0,05 |
0,072 |
0,1 |
0,03 |
0,048 |
0,066 |
0,019 |
0,03 |
0,044 |
|
Таблица 8
Скорости резания (v, м/мин) и подачи (S, мм/об) при работе инструментом из быстрорежущей стали на станке 1Б140 [5]
Обрабатывае-мый материал |
|
Выполняемая обработка |
||||||||||
Продольная обточка |
Обточка фасонным резцом |
Отрез-ка и про-резка |
Сверление |
Нарезание резьбы плашкой |
Накатывание поперечное |
|||||||
Диаметр обработки, мм |
||||||||||||
До 6 |
7-10 |
12-16 |
10-12 |
14-16 |
18-22 |
>22 |
|
|||||
Стали А12, А20 |
v |
60-40 |
60–40 |
60–40 |
45-30 |
32-25 |
25-32 |
5-6 |
6-8 |
6–8,5 |
7-8 |
До 40 |
S |
0,09–0,3 |
0,05–0,1 |
0,05–0,1 |
0,07-0,12 |
0,12-0,18 |
0,18-0,20 |
- |
- |
- |
- |
0,02–0,1 |
|
Сталь 35 |
v |
55–35 |
50–35 |
55–35 |
30-24 |
30-24 |
30–24 |
3 – 3,5 |
3,5-5 |
4–5,5 |
5–5,5 |
До 35 |
S |
0,08–0,3 |
0,03–0,08 |
0,03–0,08 |
0,06-0,1 |
0,08-0,15 |
0,09-0,8 |
- |
- |
- |
- |
0,013 – 0,07 |
|
Сталь 45 |
v |
50–30 |
45–30 |
50–30 |
30-25 |
35–22 |
35–25 |
2,5 – 3 |
3–4,8 |
3–5 |
3-5 |
До 30 |
S |
0,07–0,2 |
0,02–0,07 |
0,02–0,08 |
0,05-0,1 |
0,06-0,14 |
0,07-0,15 |
- |
- |
- |
- |
0,01–0,06 |
|
Хромоникелиевые, хромокремнемарганцевые стали |
v |
30–20 |
28-20 |
32 – 20 |
22-18 |
20–17 |
20–15 |
1,5-2 |
2–3,5 |
2–3,5 |
2-3 |
До 20 |
S |
0,05 – 0,15 |
0,015-0,045 |
0,015-0,045 |
0,05-0,075 |
0,08-0,1 |
0,14-0,15 |
- |
- |
- |
- |
0,01–0,045 |
|
Коррозионностойкая сталь 20X18Н9Т |
v |
30–19 |
24–16 |
30-18 |
10–12 |
10,5-9,5 |
10,5-14 |
1,5-2 |
2–3,5 |
2–3,5 |
2-3 |
До 120 |
S |
0,04–0,14 |
0,02–0,045 |
0,015-0,05 |
0,05-0,07 |
0,07-0,1 |
0,14-0,09 |
- |
- |
- |
- |
0,01–0,045 |
|
Обрабатывае-мый материал |
|
Выполняемая обработка |
||||||||||
Продольная обточка |
Обточка фасонным резцом |
Отрезка и про-резка |
Сверление |
Нарезание резьбы плашкой |
Накатывние поперечное |
|||||||
Диаметр обработки, мм |
|
|||||||||||
До 6 |
7-10 |
12-16 |
10-12 |
14-16 |
18-22 |
>22 |
|
|||||
Латунь HB=100-150 |
v |
110-77 |
100-75 |
120-80 |
55-75 |
45-40 |
40-60 |
5-6 |
6-12 |
8-12 |
9-10 |
До 90 |
S |
0,05 |
0,03-0,06 |
0,03-0,08 |
0,07-0,1 |
0,12-0,17 |
0,18-0,12 |
- |
- |
- |
- |
0,03-0,06 |
|
Алюминиевые сплавы |
v |
140-90 |
107-72 |
140-85 |
75-65 |
60-62 |
60-70 |
12-15 |
15-24 |
16-25 |
15-20 |
До 120 |
S |
0,08-0,3 |
0,07-0,10 |
0,03-0,12 |
0,09-0,15 |
0,18-0,20 |
0,25-0,22 |
- |
- |
- |
- |
0,04-0,1 |
|
Бронза НВ = 100-150 |
v |
70-55 |
65-50 |
80-60 |
40-35 |
40-32 |
30-37 |
3-5 |
4-6 |
4,5-7 |
5-6 |
До 65 |
S |
0,027-0,09 |
0,015-0,035 |
0,01-0,05 |
0,05-0,07 |
0,075-0,1 |
0,13-0,1 |
- |
- |
- |
- |
0,015-0,04 |
|
Бронза НВ > 150 |
v |
100-70 |
55-65 |
115-80 |
50-40 |
37-35 |
35-40 |
5-7 |
6-9 |
7-10 |
8-10 |
До 80 |
S |
0,05-0,15 |
- |
- |
0,06-0,09 |
0,10-0,15 |
0,16-0,12 |
- |
- |
- |
- |
0,02-0,05 |
|
Окончание таблицы 8
Таблица 9
Поправочные коэффициенты на подачу станка 1Б10П [5]
-
Материал
Коэффициент
Примечание
К подачам для стали 45
Сталь 45
1,0
Изменение подачи для графы с
Rz = 40 не рекомендуется
Сталь 35
1,05–1,10
Сталь 20
1,15–1,2
Сталь А12
1,5–1,3
Сталь А20
1,1–1,25
Сталь У7-У12
0,7–0,8
Сталь коррозионностойкая
0,5–0,8
К лауни
Латунь
1,0
Бронза
0,5–0,8
Алюминиевые
сплавы
1,2–1,4
Таблица 10
Значения производительности станка 1Б10П [5]
-
Обозначение сменных зубчатых ступеней и шкивов
Частота вращения шпинделя, мин

Шкивы
Зубчатые колеса
1400
1600
1800
2000
2250
2500
2800
3150
3550
4000
4500
5000
5600
6300
7100
8000
9000
10000
a
b
Частота вращения распределительного вала, мин
Е
К
Л
О
25
100
0,254
0,287
0,318
0,357
0,41
0,46
0,51
0,58
0,61
0,71
0,8
0,95
1,02
1,1
1,25
1,41
1,55
1,77
Д
И
Л
О
25
100
0,37
0,428
0,465
0,535
0,6
0,665
0,745
0,84
0,93
1,04
1,17
1,38
1,49
1,62
1,83
2,03
2,34
2,58
Е
К
М
Н
25
100
0,39
0,443
0,49
0,565
0,635
0,705
0,79
0,88
0,99
1,1
1,23
1,47
1,57
1,72
1,97
2,18
2,4
2,74
Г
З
Л
О
25
100
0,51
0,58
0,64
0,74
0,83
0,93
1,02
1,15
1,28
1,4
1,6
1,92
2,05
2,23
2,52
2,84
3,2
3,58
Д
И
М
Н
25
100
0,57
0,645
0,715
0,823
0,92
1,03
1,15
1,29
1,44
1,59
1,8
2,14
2,3
2,5
2,82
3,1
3,35
4
Д
И
Л
О
35
90
0,574
0,65
0,72
0,83
0,93
1,04
1,16
1,3
1,45
1,61
1,81
2,16
2,31
2,52
2,84
3,2
3,61
4,02
Е
К
М
Н
35
90
0,61
69
0,763
0,87
0,985
1,1
1,22
1,38
1,54
1,71
1,92
2,29
2,45
2,61
3,02
3,49
3,8
4,28
В
Ж
Л
О
25
100
0,69
0,78
0,865
1
1,12
1,25
1,4
1,57
1,75
1,93
2,28
2,6
2,88
3,02
3,42
3,84
4,34
4,83
Г
З
М
Н
25
100
0,785
0,878
0,98
1,13
1,27
1,42
1,59
1,78
1,98
2,2
2,48
2,95
3,16
3,44
3,88
4,38
4,93
5,49
Г
З
Л
О
35
90
0,792
0,895
0,99
1,14
1,28
1,43
1,6
1,8
2
2,21
2,49
2,97
3,17
3,46
3,9
4,44
4,96
5,55
Д
И
Л
О
45
80
0,832
0,94
1,05
1,2
1,35
1,5
1,68
1,88
2,1
2,33
2,62
3,13
3,34
3,64
4,12
4,63
5,24
5,82
Е
К
М
Н
45
80
0,88
0,99
1,1
1,27
1,42
1,59
1,78
2
2,22
2,47
2,77
3,31
3,54
3,86
4,35
4,9
5,54
6,17
Д
И
М
Н
35
90
0,89
1,02
1,12
1,28
1,44
1,61
1,8
2,2
2,24
2,49
2,8
3,36
3,58
3,9
4,4
4,95
5,6
6,23
В
Ж
М
Н
25
100
1,065
1,2
1,33
1,535
1,72
1,915
2,15
2,41
2,68
2,98
3,35
4
4,27
4,67
5,26
5,92
6,68
7,45
В
Ж
Н
Н
35
90
1,07
1,21
1,35
1,55
1,73
1,93
2,17
2,43
2,7
3
3,37
4,03
4,3
4,69
5,28
5,96
6,73
7,5
Г
З
Л
О
45
80
1,142
1,29
1,42
1,63
1,85
2,06
2,35
2,6
2,89
3,2
3,6
4,3
4,6
5
5,65
6,37
7,18
8
Г
З
М
Н
35
90
1,22
1,38
1,53
1,76
1,98
2,2
2,46
2,77
3,08
3,42
3,83
4,58
4,95
5,35
6,03
6,78
7,65
8,55
Д
И
М
Н
45
80
1,285
1,45
1,61
1,86
2,08
2,31
2,59
2,91
3,23
3,51
4,04
4,82
5,15
5,62
6,34
7,15
8,05
9
В
Ж
Л
О
45
80
1,55
1,7
1,95
2,24
2,51
2,8
3,13
3,52
3,91
4,35
4,88
5,84
6,24
6,8
7,66
8,64
9,75
10,85
В
Ж
М
Н
35
90
1,66
1,87
2,08
2,4
2,69
2,99
3,35
3,77
4,18
4,65
5,22
6,24
6,66
7,28
8,25
9,24
10,5
11,6
Г
З
М
Н
45
80
1,77
2
2,22
2,56
2,86
3,2
3,57
4,02
4,46
4,96
5,57
6,65
7,12
7,756
8,74
9,85
11,1
12,4
Е
К
Л
О
80
45
1,8
2,04
2,26
2,6
2,82
3,24
3,63
4,08
4,54
5,04
5,67
6,76
7,24
7,88
8,88
10
11,3
12,6
В
Ж
М
Н
45
80
2,38
2,7
3
3,45
3,87
4,3
4,83
5,42
6,03
6,7
7,53
9
9,65
10,5
11,8
13,3
15,1
16,7
Е
К
Л
О
90
35
2,6
2,94
3,26
3,75
4,21
4,68
5,25
5,9
6,56
7,28
8,18
9,76
10,5
11,4
12,8
14,5
15,8
18,2
Д
И
Л
О
80
45
2,63
2,98
3,34
3,8
4,26
4,73
5,32
5,98
6,64
7,36
8,28
9,88
10,6
11,55
13
14,7
16,5
18,4
Е
К
М
Н
80
45
2,79
3,15
3,49
4,03
4,52
5,02
5,63
6,32
7,04
7,8
8,78
10,5
11,2
12,2
13,8
15,5
17,5
19,5
Г
З
Л
О
80
45
3,62
4,1
4,54
5,23
5,86
6,55
7,32
8,23
9,15
10,2
11,4
13,6
14,6
15,85
17,9
20,2
22,7
25,4
Д
И
Л
О
90
35
3,8
4,3
4,72
5,48
6,15
6,85
7,66
8,62
9,58
10,7
11,95
14,3
15,3
16,65
18,8
21,1
23,9
26,6
Е
К
М
Н
90
35
4,02
4,55
5,04
5,82
6,52
7,24
8,1
9,12
10,15
11,3
12,68
15,1
16,2
17,65
19,8
22,4
25,4
28,2
Е
К
Л
О
100
25
4,06
4,58
5,08
5,86
6,56
7,381
9,2
10,22
11,35
12,8
15,22
16,3
16,3
17,78
20
22,6
25,5
28,4
Д
И
М
Н
80
45
4,07
4,6
5,1
5,88
6,59
7,35
8,22
9,25
10,28
11,4
12,8
15,3
16,4
17,85
20,6
22,7
25,6
28,6
Е
Ж
Л
О
80
45
4,9
5,54
6,14
7,07
7,93
8,85
9,9
11,1
12,35
13,7
15,4
18,4
19,7
21,45
24,2
27,3
30,7
34,3
Г
З
Л
О
90
35
5,23
5,92
6,56
7,56
8,48
9,45
10,56
11,9
13,2
14,7
16,5
19,7
21,1
22,9
25,9
29,1
32,9
36,6
Г
З
М
Н
80
45
5,58
6,32
7
8,07
9,05
10,05
11,28
12,7
14,1
15,7
17,6
21
22,5
24,5
27,6
31,1
35,1
39,1
Д
И
М
Н
90
35
5,88
6,64
7,36
8,47
9,5
10,58
11,85
13,34
14,8
16,5
18,5
22,1
23,6
25,7
29
32,7
36,9
41,2
Д
И
Л
О
100
25
5,92
6,68
7,4
8,53
9,56
10,64
11,92
13,4
14,9
16,6
18,6
22,2
23,7
25,9
29,2
32,9
37,1
41,4
Е
К
М
Н
100
25
6,27
7,1
7,85
9,05
10,25
11,3
12,65
14,24
15,8
17,6
19,75
23,6
25,2
27,5
31
34,9
39,4
44
В
Ж
Л
О
90
35
7,1
8,03
8,9
10,25
11,5
12,8
14,4
16,1
17,9
19,9
22,35
26,7
28,5
31,1
35
39,5
44,6
49,7
В
Ж
М
Н
80
45
7,65
8,56
9,62
11
12,25
13,65
15,3
17,2
19,1
21,1
23,8
28,5
30,2
33,2
37,4
42,2
47,6
53
Г
З
М
Н
90
35
8,08
9,14
10,15
11,7
13,1
14,6
16,3
18,35
20,2
22,7
25,5
30,2
32,5
35,5
40
45
50,8
Г
З
Л
О
100
25
8,13
9,2
10,2
11,75
13,15
14,65
16,45
18,5
20,5
22,8
25,6
30,6
32,7
35,7
40,2
45,2
51,2
Д
И
М
Н
100
25
9,12
10,3
11,4
13,15
14,75
16,4
18,4
20,7
23
25,6
28,7
34,3
36,6
40
44,2
50,8
В
Ж
М
Н
90
35
10,95
12,4
13,7
15,8
17,75
19,7
22,1
24,9
27,6
30,7
34,5
41,2
44
48
54
В
Ж
Л
О
100
25
11,05
12,5
13,85
16
17,9
19,9
22,3
25,1
27,9
31
34,8
41,5
44,5
48,5
54,5
Положение сменных шкивов
А
71
71
80
80
90
100
80
90
100
100
100
140
160
160
160
180
160
180
Б
180
160
160
140
140
140
100
100
100
90
80
100
100
90
80
80
63
63
Таблица 11