

Вариант 4
Стержень (рис. 12, табл. 4) изготавливается на токарно-револьверном автомате модели 1Б140. Переходы 1, 3, 5 (приложение 12,) осуществляется револьверным суппортом, переход 2 – револьверным и задним поперечным суппортом, переход 4 – револьверным, передним поперечным и вторым вертикальным суппортом, переход 6
том. Стержень изготавливается по 11 квалитету с параметром шероховатости Ra = 0.4…0.8 мкм. Результаты расчёта наладки сводятся в карту наладки, составленную по форме приложения 13.
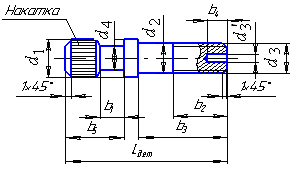
Рисунок 12 – Стержень
Таблица 4
Размеры и материал детали «Стержень»
Параметры |
исходные данные |
|||||||||
последние цифры шифра |
||||||||||
60-61 |
62-63 |
64-65 |
66-67 |
68-69 |
70-71 |
72-73 |
74-75 |
76-77 |
78-79 |
|
, мм |
10 |
11 |
12 |
13 |
14 |
15 |
16 |
18 |
19 |
20 |
, мм |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
14 |
16 |
18 |
, мм |
М6х1 |
М7х1 |
М8х1,25 |
М9х1,25 |
М10х1,5 |
М11х1,5 |
М12х1,75 |
М14х2 |
М16х2 |
М18х2,5 |
, мм |
2,1 |
2,4 |
2,6 |
3,2 |
3,8 |
4,8 |
6,3 |
7,5 |
9,5 |
11,5 |
, мм |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
16 |
17 |
18 |
, мм |
32 |
38 |
40 |
48 |
52 |
60 |
70 |
75 |
75 |
80 |
, мм |
2,0 |
2,4 |
2,6 |
3,0 |
3,4 |
3,8 |
4,2 |
4,8 |
5,2 |
6,0 |
, мм |
8 |
10 |
12 |
13 |
15 |
17 |
19 |
20 |
21 |
22 |
, мм |
12 |
14 |
16 |
18 |
21 |
24 |
28 |
30 |
34 |
38 |
, мм |
6,3 |
7,0 |
7,5 |
8,0 |
10,0 |
11,0 |
13,0 |
15,0 |
19,0 |
24,0 |
, мм |
10 |
11 |
12 |
13 |
14 |
15 |
16 |
17 |
18 |
19 |
, мм |
40 |
46 |
48 |
56 |
60 |
68 |
78 |
83 |
83 |
88 |
, мм |
62 |
62 |
62 |
62 |
62 |
62 |
62 |
62 |
62 |
62 |
, мм |
28 |
28 |
28 |
28 |
28 |
28 |
35 |
35 |
35 |
35 |
, мм |
28 |
28 |
28 |
28 |
28 |
28 |
35 |
35 |
35 |
35 |
, мм |
28 |
28 |
28 |
28 |
28 |
28 |
28 |
28 |
28 |
28 |
С, мм |
73 |
79 |
81 |
89 |
93 |
108 |
118 |
123 |
123 |
128 |
Е, мм |
50 |
52 |
54 |
56 |
59 |
69 |
73 |
75 |
79 |
89 |
F, мм |
48,6 |
49,7 |
56,8 |
56,9 |
58,1 |
59,4 |
60,8 |
62,2 |
68,7 |
70,3 |
Q, мм |
67 |
67 |
67 |
67 |
77 |
77 |
77 |
77 |
77 |
77 |
материал заготовки |
Латунь |
Алюминий |
Сталь |
|||||||
Т |
М |
Ал |
20 |
35 |
45 |
А12 |
А20 |
С |
К |
|
* См. примечание в таблице 1 |
||||||||||