

Вариант 1
Опора (рис. 9, табл. 1) изготавливается на автомате продольного точения модели 1Б10П. Переходы 1, 35, 36 (приложение 6) осуществляется вертикальным суппортом №3, переходы 2, 5, 12 – суппортом №1 балансира, переходы 3, 7, 10 – суппортом №1 и шпиндельной бабкой (ШБ), переход 13 – шпиндельной бабкой, переходы 14, 15, 22, 26 – суппортом №2 балансира, переходы 17, 19, 24 – суппортом №2 и ШБ, переходы 28 – 30 – вертикальным суппортом №4, переходы 32 – 34 – резьбонарезным устройством (РНУ), переходы 37, 38 вертикальным суппортом №5.
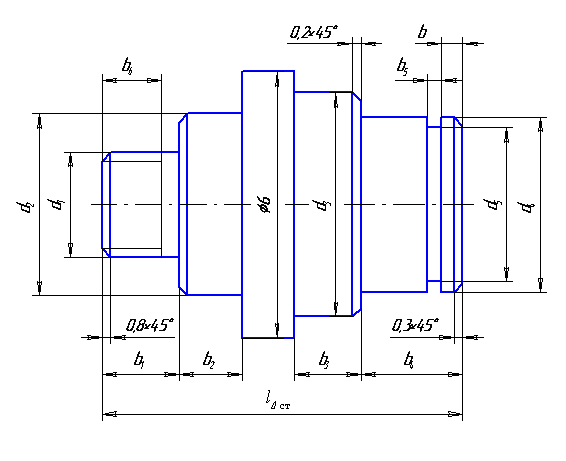
Рис. 9 Опора
Опора изготавливается по 11 квалитету с параметром шероховатости Ra = 2,5 мкм. Результат расчёта наладки сводиться в карту наладки,составленную по форме приложения 7.
Таблица 1
Размеры и материал детали «Опора»
Параметры |
исходные данные |
|||||||||
последние цифры шифра |
||||||||||
00-01 |
02-03 |
04-05 |
06-07 |
08-09 |
10-11 |
12-13 |
14--15 |
16-17 |
18-19 |
|
|
М1х0,2 |
М1,2х 0,2 |
М1,4х0,2 |
М1,6х0,2 |
М1,8х0,2 |
М2х0,25 |
М2,2х0,25 |
М2,5х0,25 |
М3х0,35 |
М4х0,5 |
Окончание таблицы 1 |
||||||||||
Параметры |
исходные данные |
|||||||||
последние цифры шифра |
||||||||||
00-01 |
02-03 |
04-05 |
06-07 |
08-09 |
10-11 |
12-13 |
14--15 |
16-17 |
18-19 |
|
|
3,5 |
3,6 |
3,7 |
3,3 |
3,9 |
4,0 |
4,1 |
4,2 |
4,3 |
5,0 |
|
4 |
4,1 |
4,2 |
4,3 |
4,4 |
4,5 |
4,6 |
4,7 |
4,8 |
5,2 |
|
3 |
3,1 |
3,2 |
3,3 |
3,4 |
3,5 |
3,6 |
3,7 |
3,8 |
4,2 |
|
2,5 |
2,6 |
2,7 |
2,8 |
2,9 |
3,0 |
3,1 |
3,2 |
3,3 |
3,7 |
|
6 |
6 |
6 |
6 |
6 |
6 |
6 |
6 |
6 |
6 |
|
16 |
20 |
24 |
28 |
32 |
36 |
40 |
44 |
48 |
52 |
|
2,8 |
3,8 |
4,8 |
5,8 |
6,8 |
7,8 |
8,8 |
9,8 |
10,8 |
11,8 |
|
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
|
3,2 |
4,2 |
5,2 |
6,2 |
7,2 |
8,2 |
9,2 |
10,2 |
11,2 |
12,2 |
|
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
|
0,5 |
0,6 |
0,7 |
0,8 |
0,9 |
1,0 |
1,1 |
1,2 |
1,3 |
1,4 |
|
2 |
2,2 |
3,2 |
4,2 |
5,2 |
6,2 |
7,2 |
8,2 |
9,2 |
10,2 |
|
1,0 |
1,2 |
1,4 |
1,6 |
1,8 |
2,0 |
2,2 |
2,4 |
2,6 |
2,8 |
Материал заготовки |
Сталь |
Латунь |
Алюминий |
|||||||
С |
45 |
35 |
20 |
К |
А12 |
А20 |
Т |
М |
Ал |
|
Примечание – Условные обозначения C, K – соответственно сталь серебрянка (инструментальная углеродистая марки У8) и коррозионно-стойкая; Т, М – соответственно твёрдая и мягкая латунь; Ал – алюминиевый сплав.