4.10 Вычерчивание кулачков
Все кулачки, смонтированные на распределительном валу автомата продольного точения, вращаются по часовой стрелке, а на валах токарно-револьверного автомата – против часовой стрелки. Поэтому градусы углов переходов, выполняемых на автомате продольного точения, откладываются от нуля против часовой стрелки, а деления кулачков токарно-револьверного автомата – по часовой стрелке.
Нуль – начальная точка, соответствующая моменту конца зажима цанги (автомат продольного точения) и моменту конца отвода отрезного резца (токарно-револьверный автомат). От неё, непосредственно после зажима цанги или непосредственно после отвода отрезного резца, следует первый переход технологического процесса: отвод отрезного резца на автомате продольного точения и подача прутка до упора на токарно-револьверном автомате.
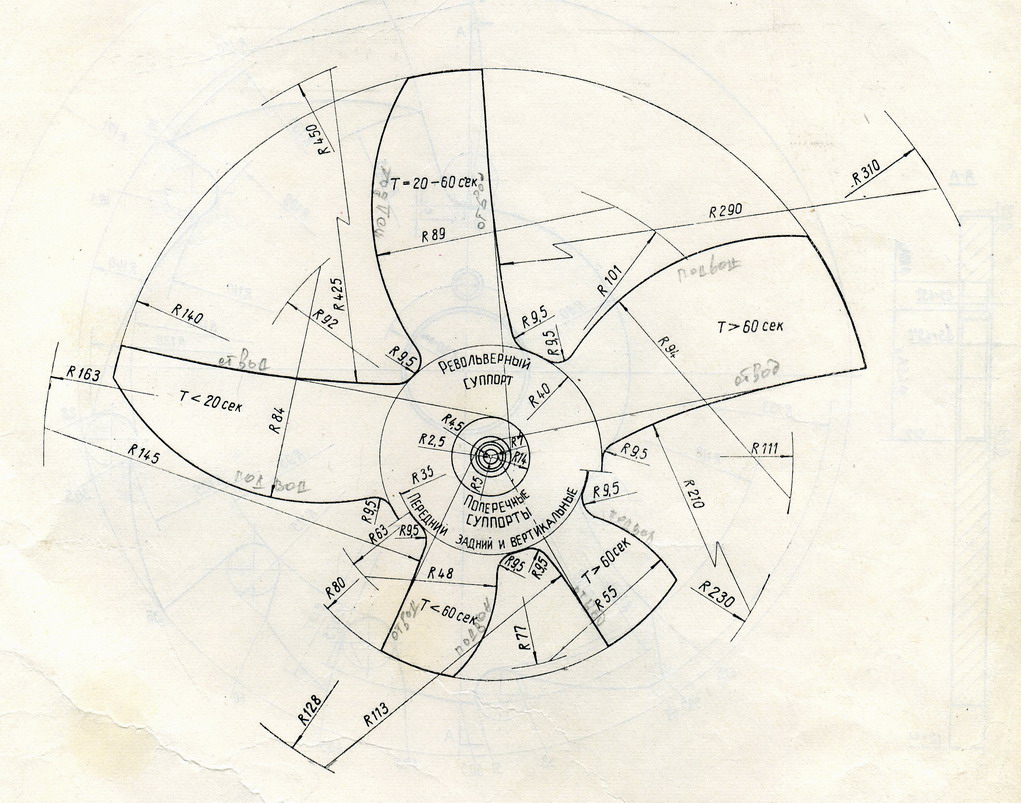
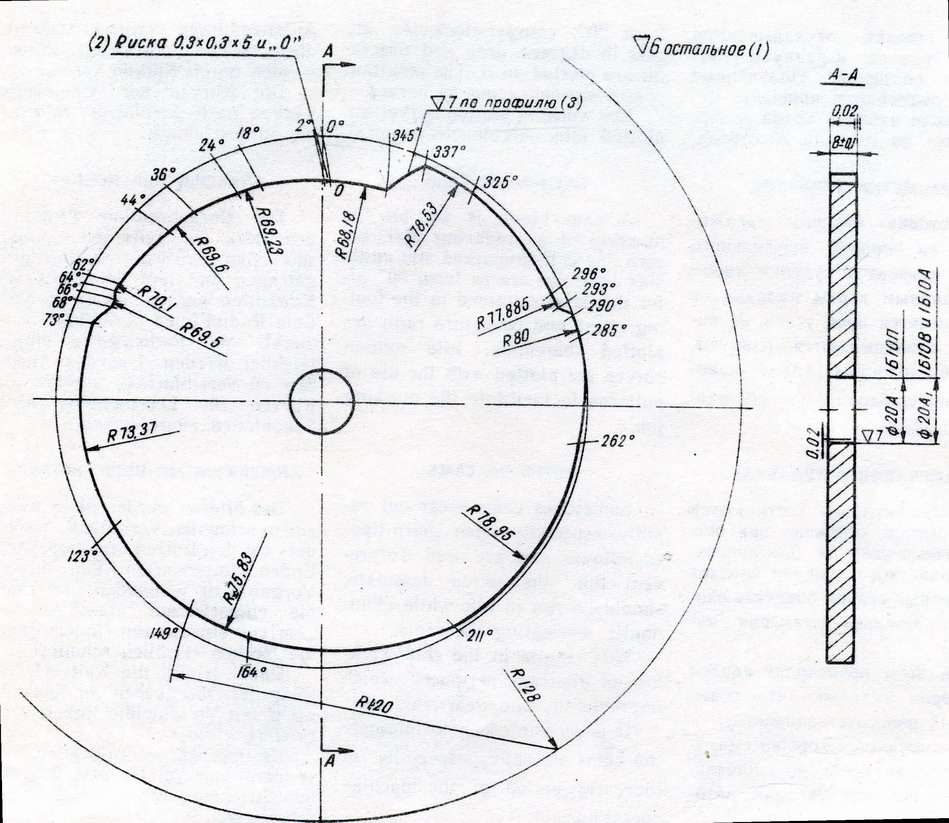
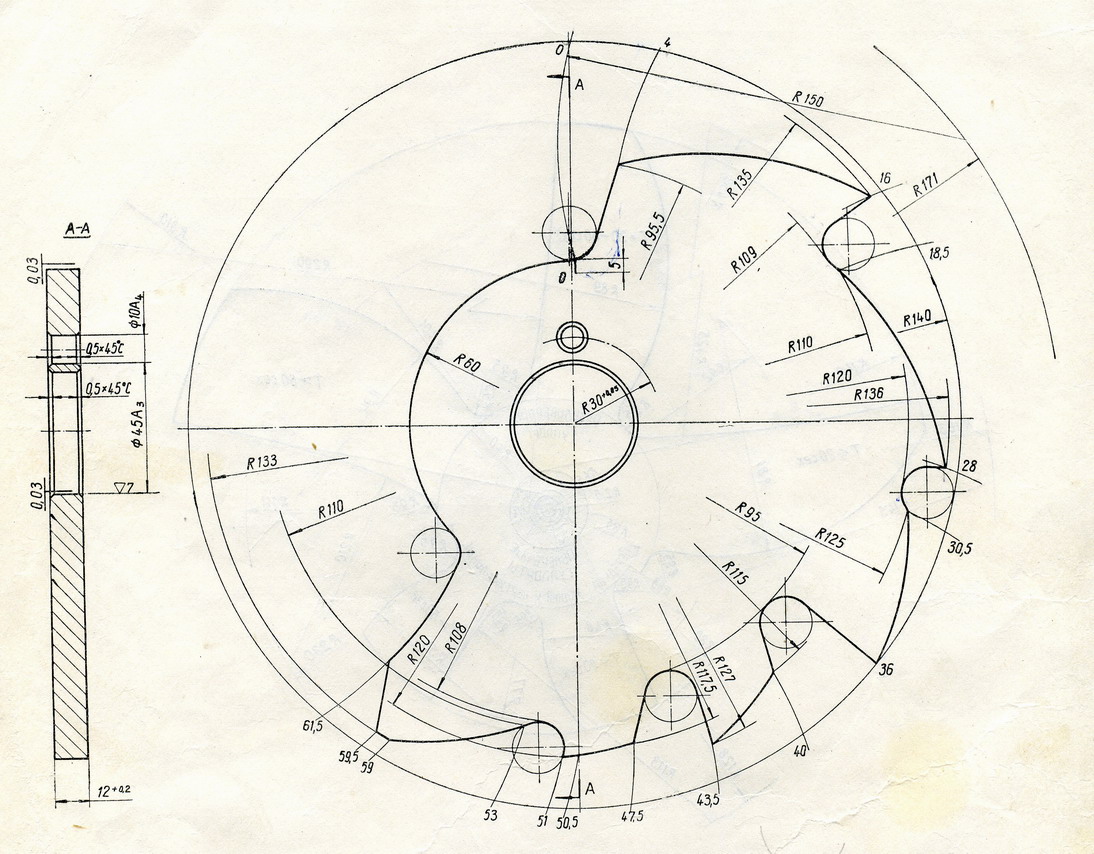
Для вычерчивания дисковых кулачков чертится заготовка и, в зависимости от настраиваемого автомата, на ней от точки 0 против или по часовой стрелке откладываются углы рабочих и холостых ходов в градусах или сотых долях, а так же радиусы спусков и подъёмов или конца или начала рабочего участка кулачка. Полученные точки соединяются кривыми, вычерченными по спирали Архимеда, если это кривые рабочих ходов, или по шаблонам, если это кривые рабочих ходов.
На рисунках приложений 16, 17 представлены профили дисковых кулачков, построенные, соответственно, на основании расчётных листов приложений 2 и 3, а на рисунках приложений 18 и 19 профили шаблонов, по которым были вычерчены участки холостых ходов этих кулачков.
Заключение
Курсовая работа нацеливает студентов на освоение методов наладки токарных автоматов с кулачковым приводом с выполнением расчетов и разработкой необходимой документации в объеме, предусмотренном руководствами по эксплуатации данного оборудования. В методических указаниях к выполнению курсовой работы даны примеры расчета наладки двух токарных автоматов на обработку соответствующих деталей, а в приложениях к работе даны карты наладки этих станков, что существенно облегчит студентам решение поставленных в курсовой работе задач.
Приложения к курсовой работе
Приложение 1
Форма титульного листа
Министерство образования и науки Российской Федерации
Федеральное государственное бюджетное образовательное учреждение высшего профессионального образования
Национальный минерально-сырьевой университет «Горный»
Кафедра машиностроения
МЕТАЛЛОРЕЖУЩИЕ СТАНКИ
КУРСОВАЯ РАБОТА
по дисциплине «Металлорежущие станки»
Расчёт наладки токарного автомата
Студент ______________________
(Ф. И. О.)
______ курс ________ группа
специальность ________________
Санкт-Петербург
2013
Приложение 2
Карта наладки автомата 1Б10П
-
Наименование детали
№ переходов
Наименование переходов
Ход инструмента, мм
Подача на 1 оборот шпинделя
Обороты шпинделя
Число градусов на переходах
Ход инструмента или шпиндельной бабки
Подъём
или спуск на кулачке
Данные для расчёта кулачков
Наименование или № кулачка
Ось
Материал
Сталь
Углы
Радиусы высоты
Рабочие
Холостые
На данный переход
Для расчёта
Марка
У7
На данный переход
Для расчёта
На данный переход
Для расчёта
от
до
от
до
Диаметр, мм
Æ 1,75
Расположение и назначение инструментов
Эскиз детали
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
1
Отвод резца №4 до Æ 2,7
1,45
-
-
-
-
-
2
2
2:1
2,9
0
2
60
По шаблону
4
2
Подвод резца №1 до Æ 0,23
1,235
-
-
-
-
-
(2)
-
3:1
3,705
0
(2)
56,295
52,59
Б
3
Обточка Æ 0,23-0,01 - ход ШБ
0,35
0,003
117
117
16
16
-
-
3:1
1,05
2
18
68,18
69,23
ШБ
4
Пауза
-
-
-
-
-
-
2
2
-
-
18
20
-
-
-
5
Отвод резца №1 до Æ 0,5
0,135
-
-
-
-
-
2
2
3:1
0,405
20
22
52,59
52,995
Б
6
Пауза
-
-
-
-
-
-
2
2
-
-
22
24
-
-
-
7
Обточка фаски - ход №1 до Æ 0,6
0,05
-
(90)
-
(12)
-
-
-
3:1
0,15
(24)
(36)
52,995
53,145
Б
8
Обточка фаски - ход ШБ
0,09
0,001
90
90
12
12
-
-
3:1
0,27
24
36
69,23
59,5
ШБ
9
Пауза
-
-
-
-
-
-
2
2
-
-
36
38
-
-
-
10
Отвод резца №1 до Æ 2,7
1,05
-
-
-
-
-
4
4
3:1
3,15
38
42
53,145
56,295
Б
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
11
Подвод резца №3 до Æ 0,6
1,05
-
-
-
-
-
(3)
-
1:1
1,05
(39)
(42)
По шабл.
60
3
12
Пауза
-
-
-
-
-
-
2
2
-
-
42
44
-
-
-
13
Поднутрение фаски - ход ШБ
0,2
0,0015
134
134
18
18
4
-
3:1
0,6
44
62
69,5
70,1
ШБ
14
Пауза
-
-
-
-
-
-
2
2
-
-
62
64
-
-
-
15
Отвод ШБ
0,2
-
-
-
-
-
2
2
3:1
0,6
64
66
70,1
69,5
ШБ
16
Отвод резца №3 до Æ 2,7
1,05
-
-
-
-
-
2
2
1:1
1,05
66
68
60
По шабл.
3
17
Подача прутка под обточку
1,29
-
-
-
-----
----
5
5
3:1
3,87
68
73
69,5
73,37
ШБ
18
Подвод резца №2 до Æ 1,8
0,45
-
-
-
------
----
2
2
3:1
1,35
73
75
56,296
57,645
Б
19
Врезание резца №2 до Æ 0,28
0,51
0,0015
340
340
46
46
-
-
3:1
1,53
75
121
57,645
59,175
Б
20
Пауза
-
-
-
-
-
-
2
2
-
-
121
123
-
-
-
21
Обточка Æ 0,28-0,03 - ход ШБ
0,82
0,004
205
205
26
26
-
-
3:1
2,46
123
149
73,37
75,83
ШБ
22
Пауза
-
-
-
-
-
-
2
2
-
-
149
151
-
-
-
23
Врезание резца №2 до Æ 0,61
0,085
0,001
85
85
1
1
-
-
3:1
0,255
151
162
59,175
59,43
Б
24
Пауза
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
25
Обточка конуса - ход №2 до Æ 0,594
0,008
-
(347)
-
(47)
-
-
-
3:1
0,024
(164)
211
59,43
59,454
Б
26
Обточка конуса - ход ШБ
1,04
0,003
347
347
47
47
-
-
3:1
3,12
164
211
75,83
78,95
ШБ
27
Пауза
-
-
-
-
-
-
2
2
-
-
211
213
-
-
-
28
Подвод резца №5 до Æ 0,6
1,05
-
-
-
-
-
2
2
2:1
2,10
213
215
По шабл.
59,714
5
29
Обточка фаски - ход №5 до Æ 0,315
0,143
0,001
143
143
19
19
-
-
2:1
0,286
215
234
59,714
60
5
30
Пауза
-
-
-
-
-
-
2
2
-
-
234
236
-
-
-
31
Отвод резца №5 до Æ 2,7
1,193
-
-
-
-
-
(3)
-
2:1
2,386
(236)
(239)
60
По шабл.
5
32
Врезание резца №2 до Æ 0,23
0,182
0,001
182
182
24
24
-
-
3:1
0,546
236
260
59,454
60
Б
33
Пауза
-
-
-
-
-
-
2
2
-
-
260
262
-
-
-
34
Обточка Æ 0,23-0,01 - ход ШБ
0,35
0,002
175
175
23
23
-
-
3:1
1,05
262
285
78,95
80
ШБ
35
Пауза
-
-
-
-
-
-
2
2
-
-
285
287
-
-
-
36
Отвод резца №2 до Æ 2,7
1,235
-
-
-
-
-
3
3
3:1
3,705
287
290
60
56,295
Б
37
Отвод материала под отрезку - ход ШБ
0,705
-
-
-
-
-
3
3
3:1
2,115
290
293
80
77,885
ШБ
38
Подвод резца №4 до Æ 0,23
1,235
-
-
-
-
-
3
3
2:1
2,47
293
296
57,1
59,57
4
39
Отрезка - ход№4
0,215
0,001
(215)
-
(29)
-
-
-
2:1
0,43
(296)
(325)
59,57
60
4
40
Обрезка - ход ШБ
0,215
0,001
215
215
29
29
-
-
3:1
0,645
296
325
77,885
78,53
ШБ
41
Пауза
-
-
-
-
-
-
2
2
-
-
325
327
-
-
-
42
Разжим цанги
-
-
-
-
-
-
10
10
-
-
327
337
-
-
-
43
Отвод ШБ
3,45
-
-
-
-
-
8
8
3:1
10,35
337
345
78,53
68,18
ШБ
44
Зажим цанги
-
-
-
-
-
-
15
15
-
-
345
360
-
-
-
Всего
2033
271
89
Скорость резания,
м /мин
Обточка и отрезка
27,5
Частота вращения шпинделя, мин-1
Главного
5000
%обгона
Ступень шкивов
Сменные шкивы
Сменные зубчатые колёса
Число оборотов шпинделя на одну деталь
2700
А
Б
а
б
Производительность
1,92
Нарезание резьбы
–
Резьбонарезного
–
-
Сверление
–
Сверлильного
–
-
Г
З
Л
О
140
100
25
100
Время на 1 деталь, сек
31,4
Приложение 3
Схема технологического процесса обработки детали «Ось»

Приложение 4
Карта наладки автомата 1Б140
Наименование детали |
Суппорты |
№ переходов |
Наименование переходов |
Ход инструмента, мм |
Подача мм/об |
Для соответствующего рабочего хода |
Принимающиеся во внимание |
Для вспомогательных ходов |
Для рабочих ходов |
От |
До |
Расстояние между цангой и револьверной головкой |
Радиусы кулачка |
||||
Винт |
|||||||||||||||||
Материал |
Сталь |
||||||||||||||||
Марка |
|
В начале перехода |
В конце перехода |
||||||||||||||
Диаметр |
Æ 24 |
||||||||||||||||
Эскиз детали
Схема технологического процесса обработки детали (см. приложение 5) |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
|||
|
1 |
Подача прутка до упора |
- |
- |
- |
- |
3 |
- |
0 |
3 |
120 |
95 |
95 |
||||
Переключение головки |
- |
- |
- |
- |
2 |
- |
3 |
5 |
- |
- |
- |
||||||
2 |
Протачивание поверхности под резьбу М16х2 и снятие фаски |
24,5 |
0,12 |
205 |
205 |
- |
19 |
5 |
24 |
94 |
96,5 |
121 |
|||||
Переключение головки |
- |
- |
- |
- |
3 |
- |
24 |
27 |
- |
- |
- |
||||||
3 |
Черновое обтачивание поверхности диаметром 20 мм |
14,5 |
0,12 |
121 |
121 |
- |
11 |
27 |
38 |
80 |
120,5 |
135 |
|||||
Переключение головки |
- |
- |
- |
- |
3 |
- |
38 |
41 |
- |
- |
- |
||||||
5 |
Чистовое протачивание поверхности диаметром 20 мм |
12 |
0,12 |
100 |
100 |
- |
10 |
47 |
57 |
82,5 |
120,5 |
132,5 |
|||||
5 |
Переключение головки. Переключение частоты и направления вращения шпинделя (перекрывается) |
- |
- |
- |
- |
3 |
- |
57 |
60 |
- |
- |
- |
|||||
6 |
Нарезание резьбы М16х2 |
24 |
2 |
60 |
60 |
- |
6 |
60 |
66 |
99 |
92 |
116 |
|||||
Переключение частоты и направления вращения шпинделя |
- |
- |
- |
- |
1 |
- |
66 |
67 |
- |
- |
- |
||||||
Свинчивание плашки |
24 |
2 |
12 |
12 |
- |
1 |
67 |
68 |
- |
116 |
92 |
||||||
Переключение головки 2 раза (перекрывается) |
|
|
|
|
|
|
|
|
|
|
|
||||||
Передний |
4 |
Протачивание канавки |
1,75 |
0,05 |
(35)* |
- |
- |
(3)* |
43 |
46 |
- |
78,35 |
80 |
||||
Задний |
4 |
Подрезка со снятием фаски |
3 |
0,04 |
60 |
60 |
- |
6 |
41 |
47 |
- |
77 |
80 |
||||
Вертикальный |
7 |
Отрезка |
13 |
0,04 |
325 |
325 |
- |
31 |
68 |
99 |
- |
67 |
80 |
||||
Отвод отрезного резца |
- |
- |
- |
- |
1 |
- |
99 |
100 |
- |
- |
- |
||||||
|
|
Итого… |
|
|
|
883 |
16 |
84 |
|
|
|
|
|
||||
* Значения не учитываются, так как переход перекрывается |
|||||||||||||||||
Частота вращения шпинделя, мин-1: при обтачивании – 800; при нарезании резьбы - 160 |
Сменные колёса коробки скоростей a=25. b=70 |
||||||||||||||||
Скорость резания, м/мин: при обтачивании - 60,5; при нарезании резьбы - 8,05 |
|||||||||||||||||
Число оборотов, потребное для обработки одной детали - 1050 |
|||||||||||||||||
Рабочее время - 80,1 с |
Сменные колёса коробки подач a=73; b=27; c=35; d=65; e=30; f=70 |
||||||||||||||||
Приложение 5
Схема технологического процесса обработки детали «Винт»

Приложение 6
Схема технологического процесса обработки детали «Опора»
Приложение 7
Карта наладки автомата 1Б10П
Наименование детали |
№ переходов |
Наименование переходов |
Ход инструмента, мм |
Подача на 1 оборот шпинделя |
Обороты шпинделя |
Число градусов на переходах |
Ход инструмента или шпиндельной бабки |
Подъём или спуск на кулачке |
Данные для расчёта кулачков |
Наименование или № кулачка |
|||||||||||||||||||
Опора |
|||||||||||||||||||||||||||||
Материал |
|
Углы |
Радиусы высоты |
||||||||||||||||||||||||||
Рабочие |
Холостые |
||||||||||||||||||||||||||||
На данный переход |
Для расчёта |
||||||||||||||||||||||||||||
Марка |
|
На данный переход |
Для расчёта |
На данный переход |
Для расчёта |
от |
до |
от |
до |
||||||||||||||||||||
Диаметр |
|
||||||||||||||||||||||||||||
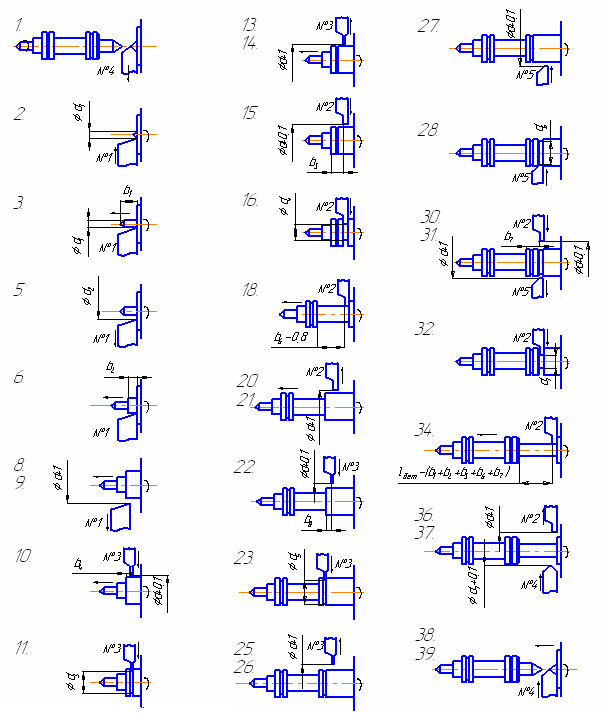
Эскиз детали (размеры см. задание)
Схема технологического процесса обработки опоры (см. приложение 6)
|
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
15 |
16 |
17 |
|||||||||||||
1 |
Отвод резца №3 до Æ 7 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||
2 |
Подвод резца №1 до d1= |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||
3 |
Обточка d1= ход ШБ |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||
4 |
Пауза |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||
5 |
Отвод резца №1 до d2 - 0,5= |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||
6 |
Пауза |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||
7 |
Обточка фаски ход №1 до d2 = |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||
8 |
Обточка фаски -ход ШБ |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||
9 |
Пауза |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||
10 |
Обточка d2= ход ШБ |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||
11 |
Пауза |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||
12 |
Отвод резца №1 до Æ 7 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||
13 |
Подвод резца №2 до Æ 6,1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||
14 |
Врезание резца№2 до d3= |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||
15 |
Пауза |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||
16 |
Обточка d3= ход ШБ |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||
17 |
Пауза |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||
18 |
Обточка фаски ход №2 до d3 - 0,4= |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||
19 |
Обточка фаски -ход ШБ |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||
20 |
Пауза |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||
21 |
Врезание резца №2 до d4= |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||
22 |
Пауза |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||
23 |
Обточка d4= ход ШБ |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||
24 |
Пауза |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||
25 |
Отвод резца №2 до Æ 7 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||
26 |
Подвод резца №4 до d4+0,1= |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||
27 |
Врезание резца №4 до d5= |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||
28 |
Пауза |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||
29 |
Отвод резца №4 до Æ 7 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||
30 |
Подвод РНУ |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||
31 |
Пауза |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||
32 |
Нарезание резьбы - ход РНУ |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||
33 |
Отвод РНУ |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||
34 |
Подвод резца №5 до d4+0,1= |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||
35 |
Подвод резца №3 до d4+0,1= |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||
36 |
Пауза |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||
37 |
Обточка фаски -ход резца №5 до d4-0,6= |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||
38 |
Отвод резца №5 до Æ 7 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||
39 |
Отрезка ход №3 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||
40 |
Пауза |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||
41 |
Разжим цанги |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||
42 |
Отвод ШБ |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||
43 |
Зажим цанги |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||
Всего |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||
Скорость реза-ния м/мин |
Обточка и отрезка |
|
Частота вращения шпинделя, мин-1 |
Главного |
|
% обгона |
Ступень шкивов |
Сменные шкивы |
Сменные зубчатые колёса |
Число оборотов шпинделя на одну деталь |
|
||||||||||||||||||
А |
Б |
а |
б |
Производительность |
|
||||||||||||||||||||||||
Нарезание резьбы |
|
РНУ |
|
|
|||||||||||||||||||||||||
|
Сверление |
- |
- |
|
|
|
|
|
|
|
|
|
|
Время на 1 деталь, сек |
|
||||||||||||||

Приложение 8
Схема технологического процесса обработки детали «Ось»
Приложение 9
Карта наладки автомата 1Б10П
Наименование детали |
№ переходов |
Наименование переходов |
Ход инструмента, мм |
Подача на 1 оборот шпинделя |
Обороты шпинделя |
Число градусов на переходах |
Ход инструмента или шпиндельной бабки |
Подъём или спуск на кулачке |
Данные для расчёта кулачков |
Наименование или № кулачка |
||||||||
Ось |
||||||||||||||||||
Материал |
|
Углы |
Радиусы высоты |
|||||||||||||||
Рабочие |
Холостые |
|||||||||||||||||
На данный переход |
Для расчёта |
|||||||||||||||||
Марка |
|
На данный переход |
Для расчёта |
На данный переход |
Для расчёта |
от |
до |
от |
до |
|||||||||
Диаметр |
|
|||||||||||||||||
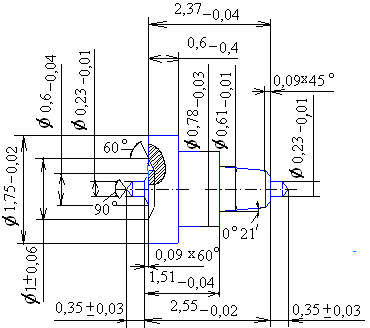
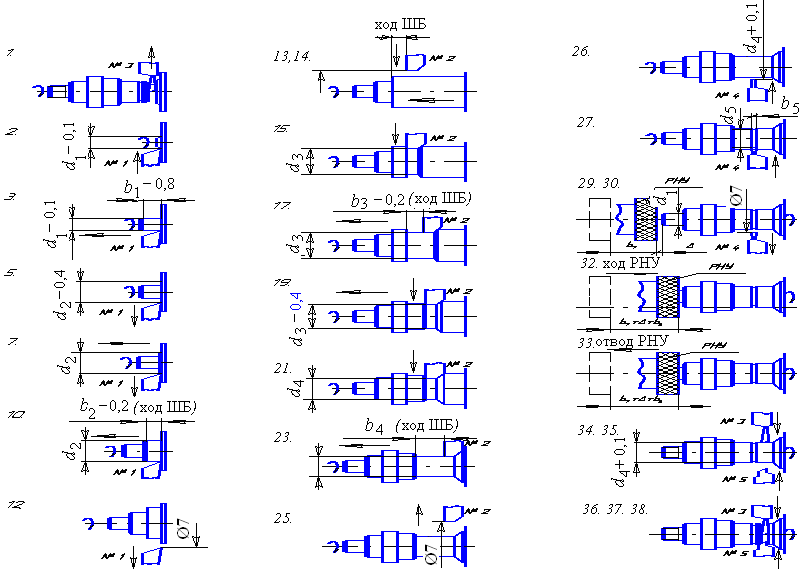
Эскиз детали (размеры см. задание)
Схема технологического процесса обработки оси (см. приложение 8)
|
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
15 |
16 |
17 |
||
1 |
Отвод резца №4 до d+1= |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
2 |
Подвод резца №1 до d1= |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
3 |
Обточка d1= ход ШБ |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
4 |
Пауза |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
5 |
Отвод резца №1 до d2= |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
6 |
Обточка d2= ход ШБ |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
7 |
Пауза |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
8 |
Отвод резца №1 до Æ |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
9 |
Подача прутка для точения канавки |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
10 |
Подвод резца №3 до d+0,2= |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
11 |
Врезание резца №3 до d3= |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
12 |
Пауза |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
13 |
Отвод резца №3 до Æ |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
14 |
Подача прутка под обточку |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
15 |
Подача резца №2 до d+0,2= |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
16 |
Врезание резца №2 до d4= |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
17 |
Пауза |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
18 |
Обточка d4= ход ШБ |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
19 |
Пауза |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
20 |
Отвод резца №2 до Æ |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
21 |
Подача прутка для точения канавки |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
22 |
Подвод резца №3 до d+0,2= |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
23 |
Врезание резца №3 до d5= |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
24 |
Пауза |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
25 |
Отвод резца №3 до Æ |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
26 |
Подача прутка для точения фаски |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
27 |
Подвод резца №5 до d+0,2= |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
28 |
Обточка фаски ход №5 до d6= |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
29 |
Пауза |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
30 |
Отвод резца №5 до Æ |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
31 |
Подвод резца №2 до d+0,2= |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
32 |
Врезание резца №2 до d7= |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
33 |
Пауза |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
34 |
Обточка d7= ход ШБ |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
35 |
Пауза |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
36 |
Отвод резца №2 до Æ |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
37 |
Подвод резца №4 до d7+0,2= |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
38 |
Отрезка ход №4 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
39 |
Отрезка ход ШБ |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
40 |
Пауза |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
41 |
Разжим цанги |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
42 |
Отвод ШБ |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
43 |
Зажим цанги |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
Всего |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
Скорость резания м/мин |
Обточка и отрезка |
|
Частота вращения шпинделя, мин-1 |
Главного |
|
Обгона |
Ступень шкивов |
Сменные шкивы |
Сменные зубчатые колёса |
Число оборотов шпинделя на одну деталь |
|
|||||||||||
А |
Б |
а |
b |
Производительность |
|
|||||||||||||||||
Нарезание резьбы |
|
Резьбонарезного |
|
|
||||||||||||||||||
|
Сверление |
|
Сверлильного |
|
|
|
|
|
|
|
|
|
|
Время на 1 деталь, сек |
|
|||||||
Приложение 10
Схема технологического процесса обработки детали «Винт»
Приложение 11
Карта наладки автомата 1Б140
Наименование детали |
Суппорты |
№ переходов |
Наименование переходов |
Ход инструмента, мм |
Подача, мм/об |
Для соответствующего рабочего хода |
Принимающиеся во внимание |
Для вспомогательных ходов |
Для рабочих ходов |
От |
До |
Расстояние между цангой и револьверной головкой |
Радиусы кулачка |
||||
Винт |
|||||||||||||||||
Материал |
|
||||||||||||||||
Марка |
|
В начале перехода |
В конце перехода |
||||||||||||||
Диаметр |
|
||||||||||||||||
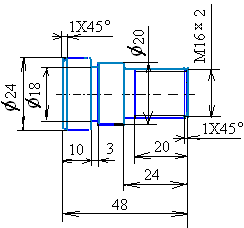
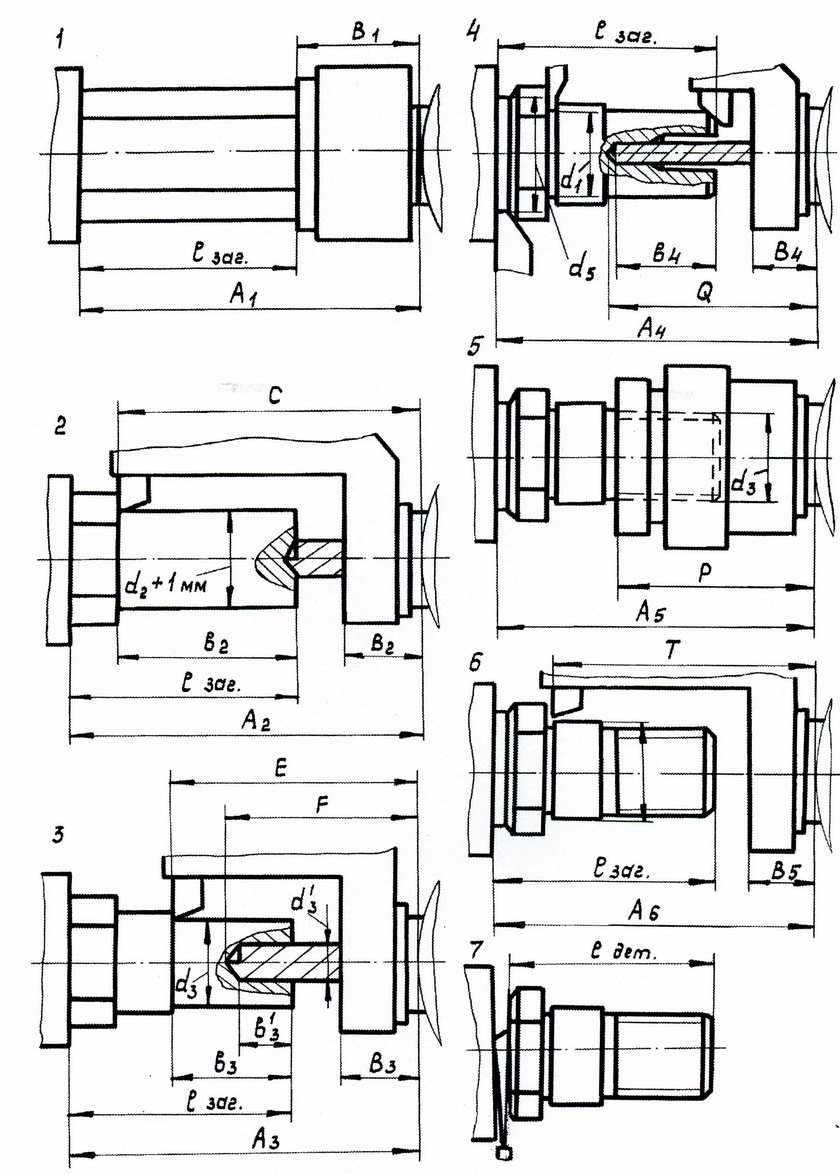
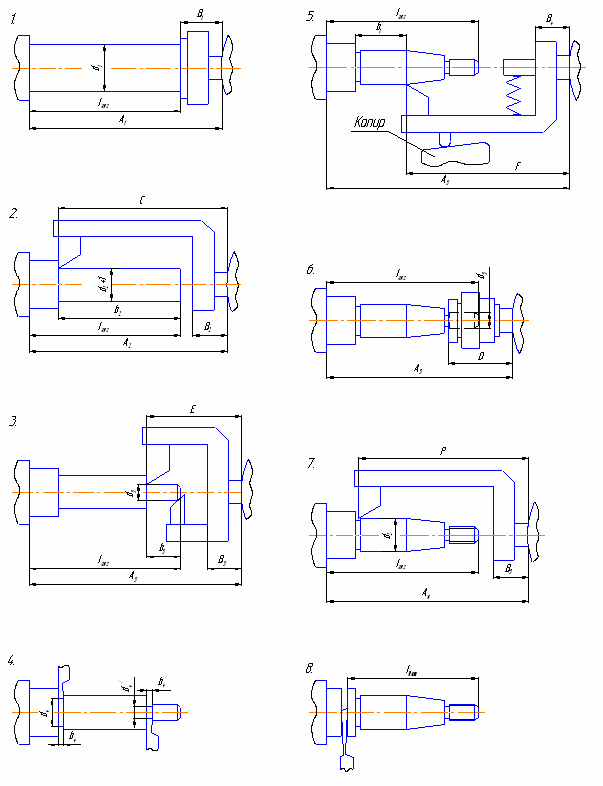
Эскиз детали (размеры см. задание)
Схема технологического процесса обработки винта(см. приложение10) |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
|||
Револьверный
|
1 |
Подача прутка до упора Переключение головки |
|
|
|
|
|
|
|
|
|
|
|
||||
2 |
Черновое протачивание Ød2+1= Сверление центрового отверстия Переключение головки |
|
|
|
|
|
|
|
|
|
|
|
|||||
3 |
Протачивание поверхности Ød3 = Сверление отверстия Ød'3= Переключение головк |
|
|
|
|
|
|
|
|
|
|
|
|||||
4 |
Сверление отверстия Ød4= |
|
|
|
|
|
|
|
|
|
|
|
|||||
|
Револьверный |
4 |
Переключение головки Переключение частоты и направления вращения шпинделя (перекрывается) |
|
|
|
|
|
|
|
|
|
|
|
|||
5 |
Нарезание резьбы М Переключение частоты и направления вращения шпинделя Свинчивание плашки Переключение головки |
|
|
|
|
|
|
|
|
|
|
|
|||||
6 |
Чистовое обтачивание поверхности Ød2= Переключение головки |
|
|
|
|
|
|
|
|
|
|
|
|||||
Передний |
4 |
Протачивание канавки |
|
|
|
|
|
|
|
|
|
|
|
||||
Задний |
4 |
Протачивание канавки |
|
|
|
|
|
|
|
|
|
|
|
||||
Вертикальный |
7
|
Отрезка Отвод отрезного резца |
|
|
|
|
|
|
|
|
|
|
|
||||
|
|
Итого… |
|
|
|
|
|
|
|
|
|
|
|
||||
* Значения не учитываются, так как переход перекрывается |
|||||||||||||||||
Частота вращения шпинделя, мин-1: при обтачивании; при нарезании резьбы, при сверлении |
Сменные колёса коробки скоростей |
||||||||||||||||
Скорость резания, м/мин: при обтачивании; при нарезании резьбы, при сверлении |
|||||||||||||||||
Число оборотов, потребное для обработки одной детали |
|||||||||||||||||
Рабочее время, с |
Сменные колёса коробки подач a = ; b = ; c = ; d = ; e = ; f = |
||||||||||||||||
Приложение 12
Схема технологического процесса обработки детали «Стержень»

Приложение 13
Карта наладки автомата 1Б140
Наименование детали |
Суппорты |
№ переходов |
Наименование переходов |
Ход инструмента, мм |
Подача, мм/об |
Для соответствующего рабочего хода |
Принимающиеся во внимание |
Для вспомогательных ходов |
Для рабочих ходов |
От |
До |
Расстояние между цангой и револьверной головкой |
Радиусы кулачка |
||||
Стержень |
|||||||||||||||||
Материал |
|
||||||||||||||||
Марка |
|
В начале перехода |
В конце перехода |
||||||||||||||
Диаметр |
|
||||||||||||||||
Эскиз детали (размеры см. задание)
Схема технологического процесса обработки детали (см. приложение 12) |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
|||
Револьверный |
1 |
Подача прутка до упора Переключение головки |
|
|
|
|
|
|
|
|
|
|
|
||||
2 |
Протачивание поверхности Ød2= Сверление центрового отверстия Переключение головки |
|
|
|
|
|
|
|
|
|
|
|
|||||
3 |
Протачивание поверхности Ød3= Сверление отверстия Ød'3= Переключение головки |
|
|
|
|
|
|
|
|
|
|
|
|||||
4 |
Снятие фаски Переключение головки |
|
|
|
|
|
|
|
|
|
|
|
|||||
6 |
Нарезание резьбы М Переключение частоты и направления вращения шпинделя Свинчивание плашки Переключение головки |
|
|
|
|
|
|
|
|
|
|
|
|||||
Задний |
4 |
Протачивание канавок и поверхности Ød4= |
|
|
|
|
|
|
|
|
|
|
|
||||
Передний |
5 |
Накатывание рифлений |
|
|
|
|
|
|
|
|
|
|
|
||||
Вертикальныййй |
7 |
Отрезка Отвод отрезного резца |
|
|
|
|
|
|
|
|
|
|
|
||||
|
|
Итого… |
|
|
|
|
|
|
|
|
|
|
|
||||
* Значения не учитываются, так как переход перекрывается |
|||||||||||||||||
Частота вращения шпинделя, мин-1: при обтачивании; при нарезании резьбы |
Сменные колёса коробки скоростей |
||||||||||||||||
Скорость резания, м/мин: при обтачивании; при нарезании резьбы |
|||||||||||||||||
Число оборотов, потребное для обработки одной детали |
|||||||||||||||||
Рабочее время, с |
Сменные колёса коробки подач a = ; b = ; c = ; d = ; e = ; f = |
||||||||||||||||
Приложение 14
Схема технологического процесса обработки детали «Палец»
Приложение 15
Карта наладки автомата 1Б140
Наименование детали |
Суппорты |
№ переходов |
Наименование переходов |
Ход инструмента, мм |
Подача, мм/об |
Для соответствующего рабочего хода |
Принимающиеся во внимание |
Для вспомогательных ходов |
Для рабочих ходов |
От |
До |
Расстояние между цангой и револьверной головкой |
Радиусы кулачка |
||||
Палец |
|||||||||||||||||
Материал |
|
||||||||||||||||
Марка |
|
В начале перехода |
В конце перехода |
||||||||||||||
Диаметр |
|
||||||||||||||||
Эскиз детали (размеры см. задание)
Схема технологического процесса обработки детали (см. приложение 14) |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
|||
Револьверный |
1 |
Подача прутка до упора Переключение головки |
|
|
|
|
|
|
|
|
|
|
|
||||
2 |
Черновое протачивание Ød2+1= Переключение головки |
|
|
|
|
|
|
|
|
|
|
|
|||||
3 |
Протачивание поверхности Ød3= и обточка фаски Переключение головки |
|
|
|
|
|
|
|
|
|
|
|
|||||
5 |
Протачивание конической поверхности Переключение головки Переключение частоты и направления вращения шпинделя (перекрывается) |
|
|
|
|
|
|
|
|
|
|
|
|||||
6 |
Нарезание резьбы М Переключение частоты и направления вращения шпинделя Свинчивание плашки Переключение головки |
|
|
|
|
|
|
|
|
|
|
|
|||||
7 |
Чистовое обтачивание поверхности Ød2= Переключение головки |
|
|
|
|
|
|
|
|
|
|
|
|||||
Передний |
4 |
Протачивание канавки |
|
|
|
|
|
|
|
|
|
|
|
||||
Задний |
4 |
Протачивание канавки |
|
|
|
|
|
|
|
|
|
|
|
||||
Вертикальный |
8 |
Отрезка Отвод отрезного резца |
|
|
|
|
|
|
|
|
|
|
|
||||
|
|
Итого… |
|
|
|
|
|
|
|
|
|
|
|
||||
* Значения не учитываются, так как переход перекрывается |
|||||||||||||||||
Частота вращения шпинделя, мин-1: при обтачивании; при нарезании резьбы |
Сменные колёса коробки скоростей |
||||||||||||||||
Скорость резания, м/мин: при обтачивании; при нарезании резьбы |
|||||||||||||||||
Число оборотов, потребное для обработки одной детали, |
|||||||||||||||||
Рабочее время, с |
Сменные колёса коробки подач a = ; b =; c = ; d = ; e = ; f = |
||||||||||||||||
Приложение 16
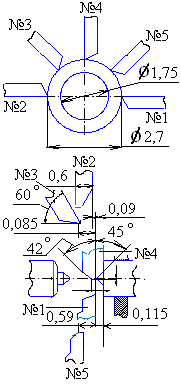
Кулачок шпиндельной бабки
Приложение 17
Кулачок револьверного суппорта
Приложение 18
Шаблоны холостых ходов автомата 1Б10П
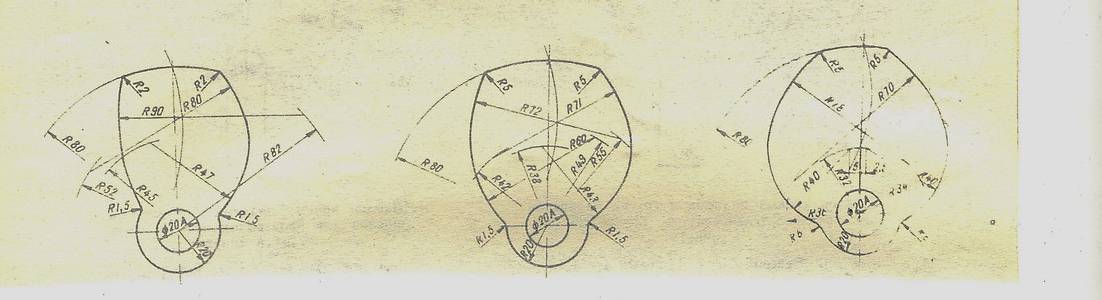
Приложение 19
Шаблоны холостых ходов токарно-револьверного автомата