

1.21 Основные параметры шероховатости поверхности детали, обозначение.
Шероховатость поверхности-совокупность неровностей, образующих микрорельеф поверхности детали. Возникает главным образом вследствие пластической деформации поверхностного слоя заготовки при её обработке из-за неровностей режущих кромок инструмента, трения, вырывания частиц материала с поверхности заготовки, вибрации заготовки и инструмента и т.п. Ш. п. — важный показатель в технической характеристике изделия, влияющий на эксплуатационные свойства деталей и узлов машин — износостойкость трущихся поверхностей, усталостную прочность, коррозионную устойчивость, сохранение натяга при неподвижных посадках и т.п. Требования к Ш. п. устанавливают, исходя из функционального назначения поверхностей деталей и их конструктивных особенностей.
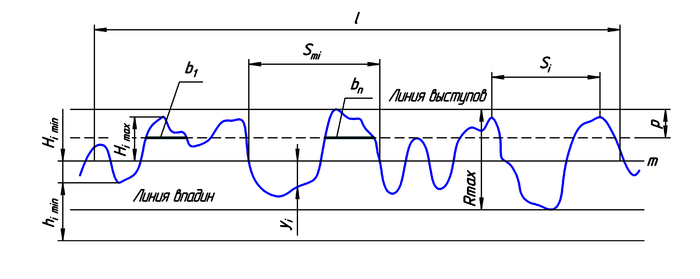
При определении числовых значений Ш. п. отсчёт производят от единой базы, за которую принята средняя линия профиля m (рис.). Измерения производят в пределах базовой длины l, т. е. длины участка поверхности, выбранного для измерения Ш. п. без учёта других видов неровностей (например, волнистости), имеющих шаг более l. Числовые значения базовой длины выбирают из ряда: 0,01; 0,03; 0,08; 0,25; 0,8; 2,5; 8; 25 мм. Количественно Ш. п. оценивают следующими основными параметрами (одним или несколькими): средним арифметическим отклонением профиля Ra, высотой неровностей профиля по 10 точкам Rz, наибольшей высотой неровностей профиля Rmах, средним шагом неровностей Sm, средним шагом неровностей по вершинам S, относительной опорной длиной профиля tp. Числовые значения параметров шероховатости, типы направлений неровностей поверхностей (параллельное, перпендикулярное, кругообразное и др.) установлены стандартом. Выбор параметров Ш. п. зависит от конструкции деталей и функционального назначения их поверхностей.
Значение
Ra указывают только числом, а др. параметры
— с символом, например Rz3,2. Указанное
числовое значение ограничивает наибольшую
Ш. п. по параметрам Ra или Rz. Поверхности
в состоянии поставки или обработанные
без снятия стружки обозначают символом
![]()
Начальная Ш. п., которую детали получают после их изготовления и сборки, изменяется в процессе приработки. Получающаяся после приработки (при трении качения, трении скольжения и др.) Ш. п., обеспечивающая минимальный износ и сохраняющаяся в ходе длительной эксплуатации машин, называется оптимальной шероховатостью. Параметры оптимальной Ш. п. зависят от конструкции и материала трущихся деталей, качества смазки и других условий работы.
Для измерения Ш. п. обычно применяют следующие методы: контактный—щуповыми приборами (Профилометрами и Профилографами) и бесконтактный — оптическими приборами. В машиностроении часто используют визуальный метод, сравнивая контролируемую поверхность с поверхностью образца или детали, Ш. п. которой аттестована.
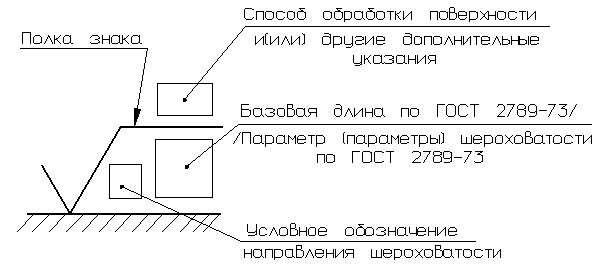
Структура обозначения шероховатости поверхности:
 Обозначение
шероховатости поверхности без указания
способа обработки
Обозначение
шероховатости поверхности без указания
способа обработки
 Обозначение
шероховатости поверхности при образовании
которой обязательно удаление слоя
материала
Обозначение
шероховатости поверхности при образовании
которой обязательно удаление слоя
материала
 Обозначение
шероховатости поверхности при образовании
которой осуществляется без удаление
слоя материала
Обозначение
шероховатости поверхности при образовании
которой осуществляется без удаление
слоя материала