

1.15 Правка заготовок, обдирка и разрезание прутков, валов, труб и листов.
Перед началом механической обработки прутковый материал и заготовки c целью устранения искривления осей, правят в холодном состоянии. Заготовки в виде поковок и штамповок при значительных их диаметре и длине правят в нагретом состоянии под молотами.
В настоящее время на предприятиях применяются следующие способы холодной правки: ручная, на прессах, на правильных машинах, на правильно-отрезных и правильно-калибровочных станках.
Ручная правка является малопроизводительным способом исправления кривизны и применяется в условиях единичного и мелкосерийного производства. Правка производится на плите с помощью ударов молотка непосредственно по выпуклой части заготовки.
Правка на прессах более производительна и менее трудоемка по сравнению с ручной правкой. Она производится на механических, пневматических и гидравлических прессах. Заготовки диаметром 30—50 мм правятся на пневматических прессах, диаметром 60—100 мм — на механических и диаметром до 150 мм — на гидравлических.
Правка на станках — наиболее производительный способ; здесь процесс правки совмещен с процессом транспортировки или подачи заготовки. На таких станках правка осуществляется тремя парами роликов.
Для правки и резки круглого стального проката диаметром от 0,25 до 6 мм, поставляемого в мотках или бухтах, используют правильно-отрезные станки-автоматы.
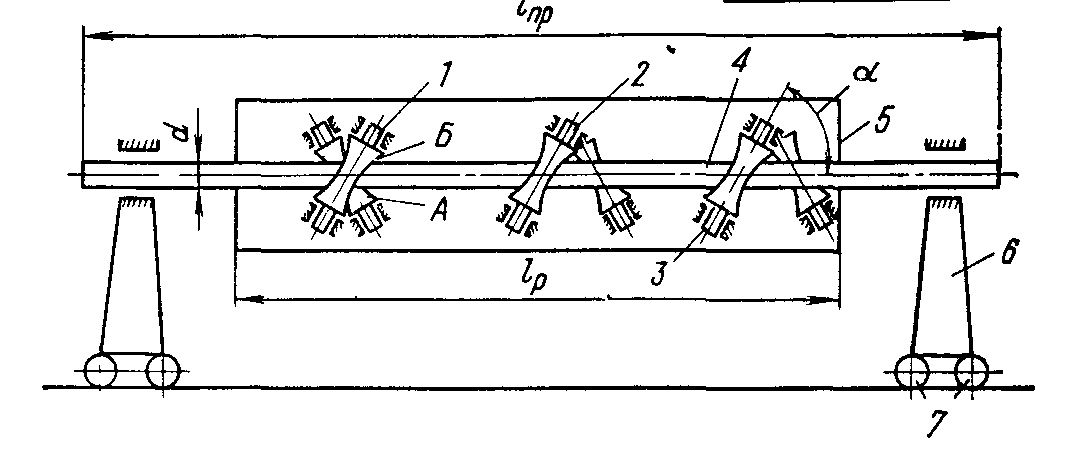
Для обдирки прутков применяют бесцентрово-обдирочные станки (рис. 44), на которых можно производить обдирку пруткового материала диаметром от 15 до 80 мм, длиной до 7 м. Процесс обработки на таких станках протекает следующим образом.
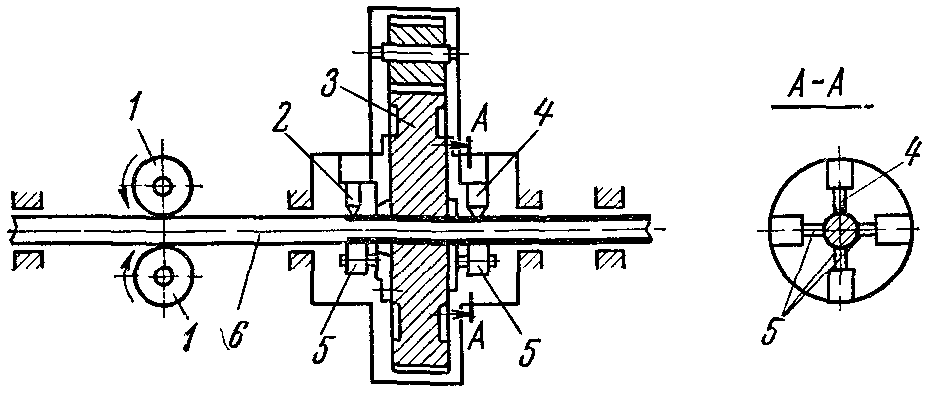
Центральное зубчатое колесо 3, приводимое во вращение электродвигателем через коробку скоростей, вращает две резцовые головки. Одна головка (левая) с резцом 2 производит черновую обдирку, другая (правая) с резцом 4 - получистовую обдирку. Сухари 5 предохраняют пруток 6 от прогиба, возникающего от радиальных составляющих сил резания. Подача прутка осуществляется двумя специальными роликами 1. имеющими крупную насечку. Изменяя число оборотов этих роликов можно получать разные величины подачи прутка на один оборот резцовой головки. В зависимости от числа оборотов ролика подача прутка составляет от 175 до 600 мм/мин.
Прутки и валы разрезают на приводных ножовках, на пилах-дисковых, ленточных, фрикционных, электрофрикционных. на Токарно-отрезных станках (с одним или двумя отрезными резцами), отрезных автоматах, станках, работающих тонким абразивным кругом (применяются для разрезания закаленной стали и труб). В механических цехах разрезание иногда производят на фрезерных станках прорезными фрезами.
Прутковый материал можно разрезать также на прессах и ножницами что применяется главным образом в заготовительных отделениях кузнечных цехов.
Для разрезания листового материала обычно применяют ножницы различных конструкций: ручные, стуловые, гильотинные, роликовые.
Помимо указанных способов механического разрезания пруткового и листового материала (некоторые из них используются и для разрезания труб) применяется также газовое (автогенное), анодно-механическое, электроискровое и ультразвуковое разрезание.
Приводные ножовки разрезают прутковый материал ножовочным полотном, которое совершает под некоторым давлением возвратно-поступательное движение от механического привода. Режущие кромки зубьев ножовочного полотна направлены в сторону разрезания; полотно прижимается к разрезаемому материалу только во время рабочего хода, а при обратном ходе приподнимается гидравлическим механизмом. Вследствие этого трение зубьев о материал при обратном ходе исключается, износ полотна уменьшается, а производительность ножовки увеличивается.
Дисковые пилы представляют собой диск с режущими зубьями очень сходный с тонкой фрезой; они широко применяются для разрезания проката, прутков, балок разных профилей и труб.
Ленточные пилы имеют форму бесконечной ленты толщиной 1,0—1,5мм. Они бывают вертикальные, горизонтальные и наклонные. Потери на прорез при разрезании ленточной пилой незначительны, так как толщина ленты малая. Ленточные пилы применяются главным образом для разрезания пруткового материала из цветных металлов (латуни, красной меди, алюминия и др.). Они применяются также для вырезания кривошипов коленчатых валов, шатунов и других подобных деталей. Широкого распространения ленточные пилы не получили ввиду сравнительно высокой цены инструмента, т.е. пильной ленты.
Фрикционной (или беззубой) пилой называется тонкий стальной диск, вращающийся от электродвигателя (со скоростью 100—140 м/сек). При подаче и вращении диск вследствие возникающего трения нагревает частицы металла в прорезе до температуры, при которой начинается плавление. Расплавленный металл удаляется из прореза самим же диском, который охлаждается воздухом и водой. Для увеличения трения поверхность круга снабжают частой насечкой, что несколько увеличивает ширину пропила. Подача диска бывает ручная и механическая. Фрикционные пилы разрезают материал очень быстро, но требуют для привода электродвигатель большой мощности. Фрикционными пилами можно разрезать закаленные стальные детали, не поддающиеся разрезанию обыкновенными пилами.
Электрическая фрикционная пила разрезает материал путем совместной работы фрикционной (беззубой) пилы с вольтовой дугой. Вращающийся диск соединен с одним полюсом источника электроэнергии, а разрезаемый материал — с другим; при этом образуется вольтова дуга. Металл в прорезе плавится, а вращающийся диск только удаляет расплавленный металл. Поверхность металла в прорезе получается довольно ровной и чистой.
Вертикальные отрезные автоматы приспособлены для разрезания калиброванных по диаметру и ровных (не изогнутых) по всей длине прутков. У этих станков пруток закладывается сверху, благодаря чему они занимают малую площадь в цехе. Пруток под действием своего веса опускается на подставку и зажимается; затем к разрезаемому прутку подходит суппорт с резцом. Несколько таких станков обслуживаются одним рабочим.
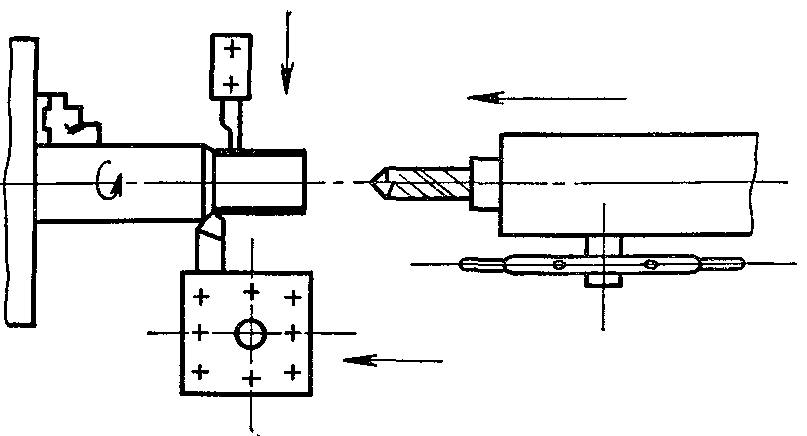
Токарно-сверлильно-отрезные станки применяются в заготовительных цехах для предварительной обдирки, растачивания, сверления, отрезания как прутков, так и поковок, и штамповок. В подвижной задней бабке станка крепится спиральное сверло для сверления отверстия. Передний суппорт служит для обдирки и растачивания, задний — для отрезания заготовки от прутка. Схема обработки на станке представлена на рис.
Станки, работающие тонким абразивным кругом, служат для разрезания прутков и труб. Абразивные круги применяются эластичные, толщиной 2—3 мм, благодаря чему потеря металла на прорез незначительна. При разрезании труб большого диаметра их необходимо поворачивать вокруг оси. Производительность разрезания абразивным кругом довольно высока; например, пруток диаметром 40—50 мм разрезается за 5—6 сек.