

Добавил:
Upload
Опубликованный материал нарушает ваши авторские права? Сообщите нам.
Вуз:
Предмет:
Файл:доки по ТМП(release2).doc
Определение величины, по которой ведется отбраковка (контроль) готовых деталей:
В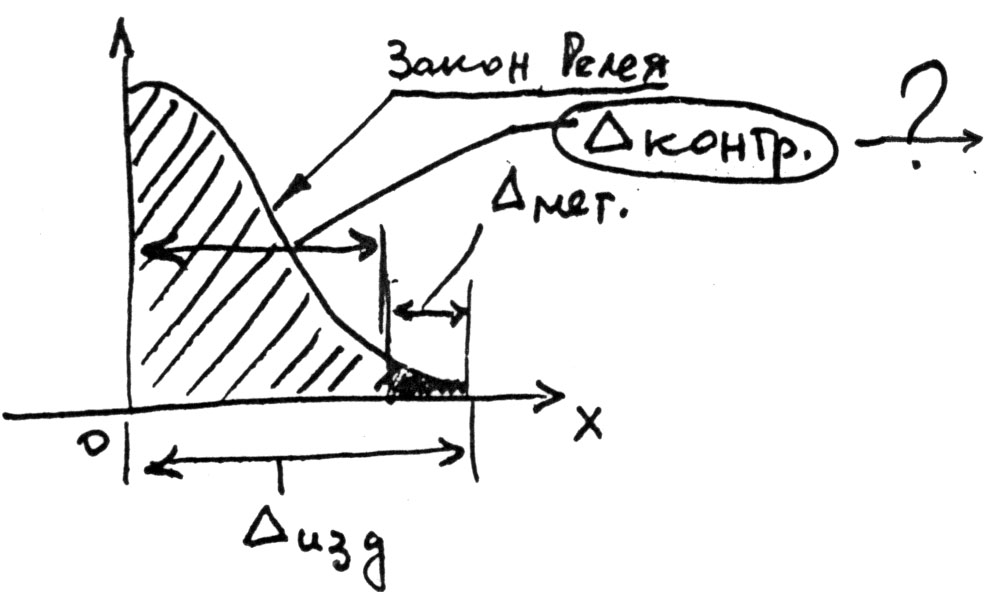 еличина
допуска на контроль изделий, выполненных
с допуском изд.
еличина
допуска на контроль изделий, выполненных
с допуском изд.
1Так как общая погрешность контрольного приспособления мет составляет часть допуска 20-35% на изготовление изделия изд, то отбраковку деталей в этом приспособлении следует производить не по величине допуска изд, а по величине
контр = изд - мет
где контр - величина допуска на контроль изделий, выполненных с допуском изд (IT).
Так, например, если изд = 0,018 мм, а погрешность контрольного приспособления составляет мет = 0,003 мм, то допускаемое значение для показаний по шкале измерительного прибора должно быть контр = 0,018 - 0,003 = 0,015 мм.