

Закладка Подход/Отход

Подход. Выберите тип подхода из списка и задайте параметры подхода.
Выключено - Движение инструмента непосредственно в точку начала обработки контура.
Эквидистантный - Подход к контуру по биссектрисе угла в точке подхода на расстоянии 1 мм. Если точка подхода находится внутри контура или на граничных точках незамкнутого контура, подход к контуру будет произведен по нормали к контуру в точке подхода.

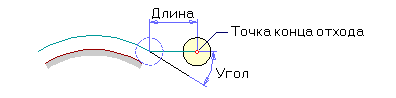
Линейный - Движение к точке начала обработки контура по прямой под определенным углом к контуру. Для подхода к контуру по прямой под заданным углом, необходимо задать длину перемещения подхода.

Радиусный - Подход к контуру по дуге заданного радиуса. Для задания радиусного подхода, необходимо задать радиус дуги подхода и центральный угол.

Длина - Длина перемещения подхода (линейный).
Радиус - Радиус дуги подхода (радиусный).
Угол - Для линейного подхода: Угол подхода инструмента к контуру в точке начала обработки контура. Определяется как угол между вектором подхода и вектором движения в первой точке эквидистанты. Для радиусного подхода: Центральный угол дуги. Если эта величина равна нулю, угол считается незаданным и подход будет произведен по дуге в четверть окружности (90 градусов).
Отход. Выберите тип отхода из списка и задайте параметры отхода.
Выключено – Инструмент остается в точке конца обработки контура.
Эквидистантный – Отход от контура по биссектрисе угла в точке конца обработки контура на расстояние 1 мм. Если точка конца обработки находится внутри контура или на граничных точках незамкнутого контура, отход от контура производится по нормали к контуру.

Линейный – Движение из точки конца обработки контура по прямой под определенным углом к контуру. Для задания отхода по прямой под определенным углом, необходимо задать длину перемещения отхода.
Радиусный – Отход от контура по дуге заданного радиуса и центрального угла. Для задания отхода по дуге, необходимо задать радиус дуги.

Длина - Длина перемещения отхода (линейный).
Радиус - Радиус дуги отхода (радиусный).
Угол - Для линейного отхода: Угол отхода инструмента из точки конца обработки контура. Для радиусного отхода: Центральный угол дуги. Если значение равно нулю, угол считается незаданным, и отход производится по дуге в четверть окружности (90 градусов).
4.3.1.2. Технологический переход "Фрезеровать 3x"
Фрезеровать 3X — технологический переход, определяющий обработку КЭ Поверхность. Тип инструмента, используемого в переходе «Фрезеровать» — фреза.
Параметры технологического перехода "Фрезеровать3X" определяются в диалоге "Фрезеровать 3X". ADEM CAM позволяет задать схему обработки, параметры подхода, отхода и врезания, высоту гребешка, режимы резания и другие необходимые характеристики.
Закладка Параметры технологического перехода "Фрезеровать 3x"

В закладке Параметры данного перехода значительное отличие от перехода "Фрезеровать 2.5X" содержится в группе Тип обработки.
Задание схемы обработки. ADEM CAM позволяет выбрать одну из десяти различных схем 3Х-обработки:
Эквидистанта — эквидистантная обработка, эта схема обработки используется только при наличии ограничивающего контура, глубина резания и количество проходов должны быть равны 0. В этом случае будет выполнен один проход по контуру.

Петля — обработка во взаимопараллельных плоскостях перпендикулярных плоскости XY с сохранением выбранного (встречное или попутное) направления фрезерования. Направление обработки (расположение плоскостей) задается параметром Угол, который определяет угол разворота плоскостей от оси X в градусах. Шаг между плоскостями обработки задается параметром Гл.рез..
Зигзаг — обработка во взаимопараллельных плоскостях перпендикулярных плоскости XY с чередованием встречного и попутного направления фрезерования. Направление обработки (расположение плоскостей) задается параметром Угол, который определяет угол разворота плоскостей от оси X в градусах. Шаг между плоскостями обработки задается параметром Гл.рез..
Петля UV — обработка вдоль параметрических (UV) линий поверхности с сохранением выбранного (встречное или попутное) направления фрезерования. Направление задается углом относительно оси Х.

Зигзаг UV — обработка вдоль параметрических (UV) линий поверхности с чередованием встречного и попутного направления фрезерования. Направление задается углом относительно оси Х.

Карандашная. Карандашная обработка предназначена для обработки сопрягающихся поверхностей. Система ищет места сопряжения и в них осуществляет проход. Карандашная обработка поверхности производится только в тех местах границы поверхности, в которых она недоступна для инструмента или радиус сопряжения в них меньше или равен радиусу инструмента. Если необходима обработка в месте, где радиус сопряжения больше указывается параметр Rmax сопр. Т.е. максимальный радиус сопряжения, до которого будет выполняться обработка. Не имеет смысла задавать Rmax сопр меньше радиуса скругления инструмента.
Петля контурная — обработка, определяемая двумя контурами, с сохранением выбранного (встречное или попутное) направления фрезерования. Траектория формируется по кратчайшему расстоянию между контурами. Длина перемещения по любому из контуров не превышает глубины резания.
Зигзаг контурный — обработка, определяемая двумя контурами, с чередованием встречного и попутного направления фрезерования. Траектория формируется по кратчайшему расстоянию между контурами. Длина перемещения по любому из контуров не превышает глубины резания.
Петля контурная II – обработка, определяемая двумя контурами, с сохранением выбранного (встречное или попутное) направления фрезерования. Траектория формируется вдоль контуров.

Зигзаг контурный II – обработка, определяемая двумя контурами, с чередованием встречного и попутного направления фрезерования. Траектория формируется вдоль контуров.
