

4.1.3.1. Краевые швы
Краевые швы можно разделить на окантовочные, вподгибку и обтачные (рисунок 4.14). Их применяют при обработке воротников, горловины, бортов, пройм в целях предохранения их срезов от осыпания и для отделки.
При обработке краев бортов, воротников, клапанов применяют обтачные швы в кант. После обтачивания, детали вывертывают на лицевую сторону, выметывают, образуя кант из одной детали шириной 0,1–0,3 см (рисунок 4.15 а).
Обтачной шов со сложной рамкой применяют при обработке карманов (рисунок 4.15 б). При обработке обтачных петель и карманов применяют обтачной шов в простую рамку (рисунок 4.15 в).
Шов вподгибку выполняют с открытым и закрытым срезом. Шов вподгибку с открытым срезом (рисунок 4.16 а) применяют при обработке внутренних краев подбортов, обтачек горловины, проймы, низа изделия и рукавов, а также краев отделочных деталей (воланов, оборок, рюшей). Шов вподгибку с закрытым срезом применяют в изделиях платьево-блузочного ассортимента при обработке низа (рисунок 4.16 б).

Рисунок 4.14 – Виды краевых швов

а б в
Рисунок 4.15 – Виды обтачных швов: а – в кант;
б – со сложной рамкой; в – в простую рамку
Низ изделий может быть подшит на специальной машине потайного стежка с предварительным обметыванием или подгибом обрезного края внутрь (рисунок 4.16 в).
В изделиях с подкладом при обработке низа изделия и рукавов применяют шов вподгибку с притачным подкладом (рисунок 4.16 г).
Окантовочные швы различают трех видов: с открытым срезом, с закрытыми срезами, окантованные тесьмой.
Окантовочный шов с открытым срезом (рисунок 4.17 а) применяют для отделки срезов основных деталей и предохранения их от осыпания.
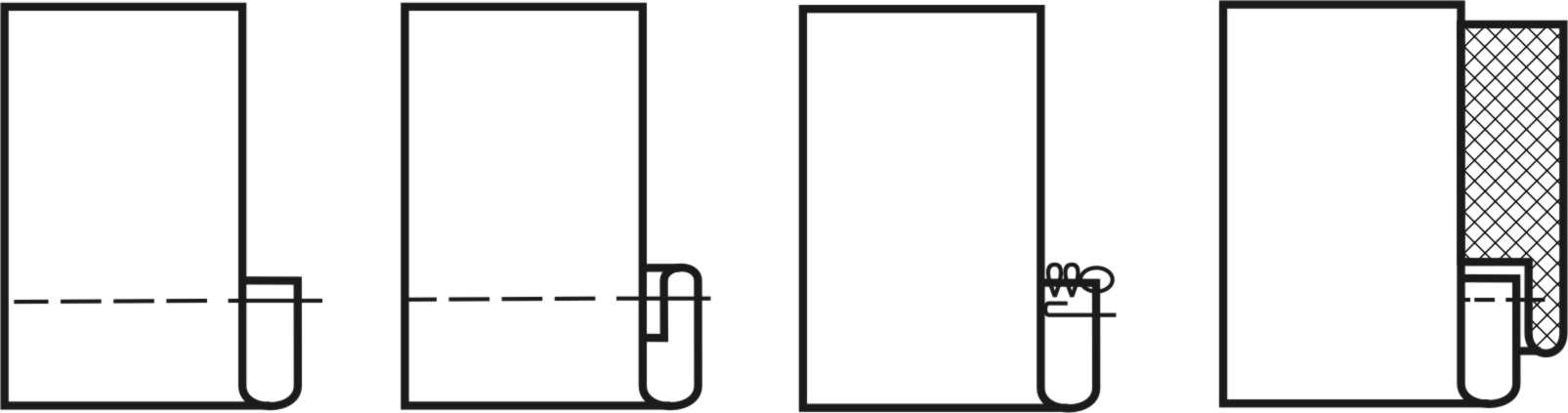
а б в г
Рисунок 4.16 – Краевые швы вподгибку: а – с открытым срезом;
б – с закрытым срезом; в – выполненный на машине потайного стежка;
г – с притачным подкладом

а б в г
Рисунок 4.17. Окантовочные швы: а – с открытым срезом; б – с закрытыми срезами, выполняемый на машине без приспособления; в – с закрытыми срезами, выполняемый на машине с приспособлением; г – тесьмой
Окантовочный шов с закрытыми срезами выполняют одной строчкой на машине со специальным приспособлением (рисунок 4.17 в), которое позволяет обогнуть срез детали полоской ткани с подгибом ее обрезных срезов внутрь. При отсутствии приспособления шов выполняют двумя строчками (рисунок 4.17 б). Полоску для окантовывания притачивают, располагая ее с изнанки основной детали лицевой стороной вниз, уравнивая срезы. Притачанную полоску отвертывают на лицевую сторону детали, полоской огибают шов. Срез полоски подгибают внутрь так, чтобы подогнутый край перекрывал строчку притачивания полоски, и настрачивают на расстоянии 0,1 см от подогнутого края полоски. При обработке прямых срезов деталей окантовочный шов с закрытыми срезами иногда выполняют одной строчкой на машине без приспособления, но с предварительным заутюживанием срезов полоски. Полоска ткани для окантовывания должна быть шириной 2…2,5 см.
Окантовочный шов с закрытым срезом может быть обработан сложенной вдвое полоской. Такой шов применяют для обработки горловины, пройм и в качестве отделки. При изготовлении изделий иногда применяют окантовку специальной тесьмой (рисунок 4.17 г). Например, при обработке срезов швов в изделиях из шерстяных тканей тесьму складывают вдоль по длине так, чтобы ее нижний край выходил относительно верхнего на 0,1…0,2 см, и приутюживают. Внутрь подготовленной тесьмы вкладывают срез детали и прокладывают строчку по верхнему краю тесьмы на расстоянии 0,1 см от края, при этом второй край тесьмы должен обязательно попадать под строчку.