

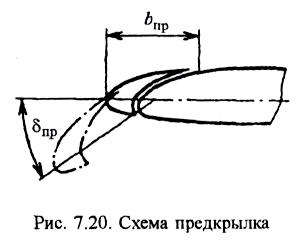
Предкрылки.
Предкрылки
являются элементом механизация носовой
части крыла, которая предназначена для
затягивания срыва обтекающего крыло
потока на большие углы атаки и увеличения
вследствие этого значений cуа
max
(рис.7.20). При
отклонении предкрылка между ним и
крылом образуется профилированная
щель. Воздух, проходящий через эту щель,
сдувает пограничный слой с верхней
поверхности крыла, затягивая срыв
потока на большие углы атаки, при этом
увеличиваются критический угол
атаки «а» и максимальное значение
коэффициента подъемной силы cymax.
Хорда предкрылка обычно составляет
bп = (0,12...0,15)b, а угол отклонения = 35...45°.
Несмотря на то, что предкрылки имеют
малую массу и дают большой прирост cyа
mах они все же не получили распространения
в качестве единственного средства
посадочной механизации крыла.
Объясняется это тем, что cу
max
получается на очень больших углах
атаки, для обеспечения которых на
посадке самолет должен был бы иметь
очень высокое шасси. Большая же высота
шасси затрудняет его уборку и приводит
к увеличению массы. Более широкое
распространение предкрылки получили
как средство, улучшающее поперечную
устойчивость и управляемость самолета,
а у самолета со стреловидным крылом -
и продольную устойчивость при полете
на больших углах атаки. В этом случае
предкрылки устанавливаются на концах
крыльев против элеронов. Отклонение
таких концевых предкрылков на больших
углах атаки затягивает срыв потока с
концевых частей крыла, что обеспечивает
эффективность элеронов и улучшает
поперечную управляемость. При отсутствии
предкрылка при полете на больших,
близких к критическому, углах атаки
отклонение элерона вниз привело бы к
срыву потока на части крыла, где
расположен элерон, и вместо требуемого
увеличения подъемной силы получилось
бы ее падение. Как средство, уменьшающее
посадочную скорость, предкрылки
применяются в комбинации с теми
типами механизации хвостовой части
крыла, которые при отклонении уменьшают
критический угол атаки. Чаще всего
встречаются комбинация предкрылка с
закрылком. При такой комбинации
критический угол атаки получается
обычно не меньше, а даже несколько
больше критического угла немеханизированного
крыла, но он оказывается приемлемым
с точки зрения высоты шасси. При такой
механизации обеспечивается получение
более высоких значений Cya
пос
Различают
автоматические и управляемые предкрылки.
Автоматические предкрылки применяются
как средство, улучшающее устойчивость
и управляемость самолета при полете
на больших углах атаки. Они располагаются
на концевых участках крыла против
элеронов. Отклонение такого предкрылка
происходит автоматически на больших
углах атаки под действием аэродинамических
сил. Механизм навески автоматического
предкрылка должен обеспечить его
выдвижение, начиная с определенного
угла атаки. Для этого мгновенный
центр вращения механизма должен
располагаться так, чтобы результирующая
аэродинамических сил предкрылка
начиная с этого угла атаки создавала
относительно мгновенного центра момент,
вызывающий отклонение предкрылка.
Управляемые предкрылки выдвигаются
при помощи специальных механизмов
управления одновременно с отклонением
закрылков.
Носовые щитки
(щитки Крюгера) – 7.23 и отклоняемый носок
– 7.25. Отклоняемый носок применяют на
самолетах относительной толщиной крыла
и тонкой передней кромкой, затрудняющей
размещение механизмов. Он дает меньший
прирост подъемной сила чем предкрылки.
Носовой щиток
располагается в корневых сечениях
крыла. В неотклоненном положении он
образует нижнюю поверхность крыла
у носка. Отклонение носового щитка
приводит к увеличению кривизны профиля
и площади крыла в сечениях, занятых
носовым щитком, благодаря чему происходит
увеличение cу
mах. Хорда носового щитка обычно
составляет величину bнщ=(0,15...0,2)b.
Носовой щиток нашел применение на
стреловидных крыльях. Применяется
он обычно в комбинации с предкрылком:
в корневых сечениях крыла устанавливается
носовой щиток, на остальной части крыла
- предкрылок. Объясняется это тем, что
предкрылок обеспечивает более высокое
значение «а» - угол атаки, чем носовой
щиток. Поэтому у стреловидного крыла,
у которого «а» концевых сечений меньше
«а» корневых сечений, постановка в
концевых сечениях предкрылка, а в
корневых носового щитка обеспечивает
примерно одинаковые значения «а» по
всему размаху, т.о. на стреловидных
крылья предназначен для предотвращения
выхода самолета на закритические углы
атаки. Отклоняемый носок. Отклоняемый
носок представляет собой подвижную
переднюю часть крыла (рис. 7.25) и
применяется на крыльях малой
относительной толщины, имеющих острую
кромку. Острый носок приводит к раннему
срыву потока. Наибольший эффект
отклоняемый носок дает тогда,
когда при увеличении угла атаки крыла
он остается установленным примерно
по потоку. Отклонение носка увеличивает
эффективную кривизну профиля и
затягивает срыв потока на большие
углы атаки, что ведет к увеличению су
mах. Отклонение носка, как и отклонение
предкрылка, приводит к росту суа max
вследствие увеличения «а». Отличие
между ними состоит в том, что действие
отклоненного предкрылка проявляется
лишь на больших углах атаки, в то время
как действие отклоненного носка
проявляется на всех углах атаки. Наиболее
эффективен отклоняемый носок,
расположенный на концах крыла и
занимающий не менее половины его
размаха, хорда которого составляет
10... 15 % хорды крыла. Отклоняемый носок,
увеличивающий «а» применяется обычно
в комбинации с закрылком. Такая
комбинация позволяет получить
достаточно высокие значения суа при
приемлемых значениях посадочного угла
атаки. Узлы навески. Узел навески может
быть выполнен или в виде монорельса,
закрепленного на предкрылке и
перемещающегося по направляющим
роликам, установленном на крыле
(рис.7.28), или в виде кулисного механизма
(рис.7.29)
Механизмы навески
автоматических предкрылков выполняются
по схемам, обеспечивающим возможно
меньшее трение. На рис. 7.30 показан
четырехзвенный механизм навески
предкрылка. Конструктивно такой механизм
прост, размещение его даже внутри
тонкого крыла не вызывает затруднений.
Навеска осуществляется в двух сечениях.
Широкое распространение получила
навеска автоматических предкрылков
на качалках (рис. 7.31)
Носовые щитки. Навеска
каждой секции может осуществляться
либо на шомполе, либо на двух узлах
вильчатого типа. Отклонение носка
осуществляется двумя приводами. Если
носок навешен на двух узлах, то приводы
целесообразно разместить в сечении
этих узлов, так как в этом случае усилие
от них будет передаваться на кронштейн
крыла и не будет нагружать сам носок.
В проектировочном расчете принимают,
что изгибающий момент и перерезывающая
сила воспринимаются лонжероном, поэтому
его ось является и осью жесткости,
относительно которой и подсчитывается
крутящий момент. Крутящий момент
воспринимается замкнутым контуром,
образованным обшивкой и стенкой
лонжерона.
Фюзеляж, являясь
строительной основой конструкции
самолета, объединяет в силовом отношении
в единое целое все его части самолета.
Он предназначен для размещения экипажа,
оборудования и целевой нагрузки
(пассажиров, грузов и т.п.). Относительная
(по отношению к массе самолета в целом)
масса фюзеляжа = 0,08…0,15. Большинство
современных самолетов выполняется по
однофюзеляжной схеме. К фюзеляжу
предъявляются следующие основные
требования: - достаточная прочность и
жесткость конструкции фюзеляжа при
минимальной ее массе; - высокая
технологичность конструкции; - минимальное
лобовое сопротивление; - рациональное
использование внутренних объемов; -
удобное размещение экипажа, пассажиров,
оборудования, грузов; - обеспечение
требуемого обзора из кабины пилотов и
экипажа; - простота загрузки и разгрузки;
- надежная герметизация и тепло-
звукоизоляция, требуемая вентиляция,
отопление и освещение кабин. Поперечное
сечение фюзеляжа может быть прямоугольным,
круглым, овальным и комбинированным.
«Правило площадей» (поджатие): чтобы
обеспечить минимальное сопротивление,
площадь поперечных сечений всех
элементов самолета (по длине самолета)
должна соответствовать площади
эквивалентного тела вращения наименьшего
сопротивления (сигарообразное тело
большого удлинения).
Фюзеляж характеризуется
следующими основными параметрами:
- длиной Lф; -
диаметром миделевого (наибольшего по
площади) сечения Dф или высотой Н и
шириной В миделевого сечения; - удлинением
λф = Lф / Dф' .
По конструктивно-силовой
схеме фюзеляжи можно разделить на
ферменные, балочные и смешанные
(ферменно-балочные). Ферменный:
Каждая плоская ферма состоит из поясов,
общих для двух смежных форм, стоек
и раскосов. Раскос может быть заменен
крестом расчалок. На фермы ставятся
профилирующие шпангоуты, к которым
крепятся стрингеры. Каркас фюзеляжа
закрывается обшивкой. Балочный:
Лонжеронами называются мощные элементы
продольного набора, воспринимающие
практически весь изгибающий момент
фюзеляжа. Стрингеры служат для
подкрепления обшивки и воспринимают
совместно с ней изгибающий момент.
Шпангоуты обеспечивают сохранение
заданной формы поперечных сечений
фюзеляжа, подкрепляя обшивку и
стрингерный набор, и воспринимают
местную аэродинамическую нагрузку
и нагрузки от прикрепленных к ним
агрегатов. Обшивка фюзеляжа образует
его поверхность, передает аэродинамическую
нагрузку на каркас и участвует в работе
фюзеляжа на изгиб и кручение. Существуют
два способа соединения обшивки с
элементами каркаса: 1) обшивка крепится
только к стрингерам (рис. 9.22, а); 2) обшивка
крепится к шпангоутам и к стрингерам
(рис. 9.22, б).
При первом способе
соединения (9.22) на обшивке имеются лишь
продольные заклепочные швы, что позволяет
получить более высокое качество
поверхности фюзеляжа и, следовательно,
является выгодным с точки зрения
аэродинамики. Наиболее часто применяется
второй способ соединения. В шпангоуте
под стрингеры делаются вырезы. Стрингер
со шпангоутом в этом случае может
непосредственно не соединяться.
Конструкция узлов крепления крыла,
шасси и т.д. должна быть тесно увязана
как с силовой схемой фюзеляжа, так и с
силовой схемой стыкуемого агрегата.
Все узлы должны монтироваться на
усиленных элементах каркаса фюзеляжа
(лонжероны, усиленные стрингеры и
усиленные шпангоуты), желательно в
местах соединения элементов продольного
и поперечного наборов. Соединение
силовых элементов фюзеляжа между собой,
осуществляемое при помощи клепки,
сварки, склейки, а также и болтами,
показано на рис. 6.12. Через нормальные
шпангоуты 1 стрингеры 2 пропускают
неразрезанными, соединяя их со
шпангоутами с помощью отогнутой лапки,
уголка или косынки 3 (рис. 6.10, а...е, с). На
усиленных шпангоутах стрингеры разрезают
и перестыковывают их через вертикальную
стенку пояса шпангоута с помощью уголков
или фитингов 4 болтами (рис. 6.12, м, н, п,
р, т). Наиболее целесообразное
соединение обшивки фюзеляжа с
подкрепляющим ее набором — непосредственное
ее соединение как со стрингерами, так
и со шпангоутами (см. рис. 6.12, а...е, м, н,
п, р, т). При этом повышаются критические
напряжения обшивки. Отверстия под
заклепки в соединениях шпангоутов с
обшивкой играют роль ограничителей
распространения трещин. Но может быть
и так, что обшивка крепится либо к
стрингерам, либо к шпангоутам, а те
соединяются между собой непосредственно
(рис. 6.12, ж, з, и, к) или через компенсаторы
б (рис. 6.12, л), роль которых заключается
в том, чтобы компенсировать изменение
длин соединяемых элементов при нагреве.
На рис. 6.12, г показан стык шпангоутов
по поясам (уголкам 1) с помощью накладки
7 и перестыковка стрингеров 2 с помощью
фитингов 4. Здесь 5— стенка шпангоута.
Стыковые соединения в балочных фюзеляжах
бывают разъемными, или эксплуатационными
(см. рис. 6.8), и неразъемными, или
технологическими (см. рис. 6.7, а).
Первые применяются, например, для
обеспечения монтажа и демонтажа
двигателей, если они размещаются в
фюзеляже, и радиолокационной станции,
вторые — для повышения технологичности
производства. В балочно-лонжеронных
конструкциях фюзеляжа разъемные
соединения осуществляются при помощи
шарнирных узлов, установленных на
лонжеронах. Узлы могут быть типа
«ухо-вилка» и «вилка-гребенка» или
фитинговые, подобные рассмотренным
выше для стыковых узлов крыла. В
балочно-стрин-герных и в балочно-обшивочных
конструкциях фюзеляжа разъемные
соединения выполняются по контуру
(см. рис. 6.8) при помощи фитингов и болтов
по аналогии со стыками в моноблочном
крыле. Для
уменьшения массы фюзеляжа желательно
производить крепление нескольких
агрегатов на одном усиленном
шпангоуте. Например, на шпангоуте, к
которому крепится горизонтальное
оперение, целесообразно устанавливать
узлы крепления вертикального оперения
и узлы навески тормозных щитков. К
усиленному шпангоуту, на котором
установлены узлы крепления крыла,
желательно крепить сиденье пилота,
узлы системы управления и т.п. Эпюры
перерезывающих сил Q
и изгибающих моментов M
для фюзеляжа, закрепленного на
двухлонжеронном крыле, от сил, действующих
в вертикальной плоскости представлены
на рис.
Оперение – это
несущие поверхности, являющиеся органами
устойчивости и управляемости самолета.
Оно состоит из горизонтального и
вертикального оперения. Горизонтальное
оперение служит для обеспечения
продольной, а вертикальное - путевой
устойчивости и управляемости самолета.
Назначение оперения – обеспечение
устойчивости, управляемости и балансировки
относительно всех осей. Назначение ВО
– обеспечение путевой устойчивости,
управляемости (угол рыскания) и
балансировки. Устойчивость создается
килем, а управляемость и балансировка
– рулями направления(РН). Назначение
ГО – обеспечение продольной уст-ти,
упр-ти (угол тангажа) и бал-ки. Устойчивость
создается стабилизатором, а упр-ть и
бал-ка – рулями высоты(РВ).
Конструктивно
схоже с крылом. Может быть прямым или
стреловидным в плане. К оперению самолета
предъявляются следующие основные
требования:
- обеспечение
продольной и путевой устойчивости и
управляемости самолета на всех режимах
полета;
- наименьшее лобовое
сопротивление;
- малые шарнирные
моменты рулей;
- возможно меньшее
затенение оперения крылом, фюзеляжем,
гондолами двигателей, а также одной
части оперения другой;
- более позднее,
чем на крыле, возникновение волнового
кризиса, что обеспечивает меньшее
нарушение характеристик устойчивости
и управляемости при полете на околозвуковых
скоростях;
- исключение
возможности возникновения вибраций;
- простота монтажа
и демонтажа оперения на самолете;
- простота установки
рулей с обеспечением взаимозаменяемости;
Различают четыре
схемы оперения:
1) с центральным
вертикальным оперением;
2) с разнесенным
вертикальным оперением, закрепленным
на концах горизонтального оперения;
3) с разнесенным
вертикальным оперением, закрепленным
на фюзеляже;
4) V-образное
оперение.
5) T- образное
оперение
Вместо стабилизатора
с РВ может быть использовано ЦПГО
(цельноуправляемое ГО), которое позволяет
уменьшить лобовое сопротивление и
повысить эффективность продольного
управления.
Работа V-образного
оперения (стороны рассматриваются
относительно пилота):
- При отклонении
рулей в одну сторону (влево) с помощью
ручки ручного управления идет разворот
влево. Аналогично действию руля
направления
- При отклонении
рулей в разные стороны (наружу) с помощью
педалей начинается пикирование, если
наоборот то кабрирование (увеличение
угла атаки). Аналогично действию руля
высоты.
Детали типа тела
вращения подразделяются: на валы,
втулки, зубчатые колеса, фланцы и т.п.
Все эти детали имеют много общего в
технологическом процессе.
Полые детали типа
втулок, колец и т.п. небольших размеров
с отношением длины отверстия к. его
диаметру меньше 5 обрабатываются из
прутка на токарно-револьверных станках
и автоматах. Обработка таких деталей
на токарно-револьверных автоматах
при разработке единичных технологических
процессов целесообразна только при
операционных партиях не менее 3-5 тыс.
штук. При разработке групповых
технологических процессов и подборе
группы деталей с общим для всех
деталей этой группы кулачком групповая
наладка автомата целесообразна и в
мелкосерийном производстве.
Детали типа валиков
с отношением длины валика к его
наибольшему диаметру больше 5
целесообразно, в большинстве случаев,
обрабатывать из штучных, предварительно
нарезаемых из сортового материала и
центруемых заготовок на токарных
станках, в центрах или непосредственно
из прутка на автоматах продольного
точения.
На револьверных
станках при одностороннем расположении
уступов наружной поверхности и
отверстия нужно стремиться к обработке
максимального количества поверхностей
с одного установа. Поверхности,
которые нельзя обработать в первой
операции, выносят на следующую операцию.
Если остается только подрезание
второго торца (отрезание обеспечивает
лишь третий класс шероховатости, что
обычно не удовлетворяет требованиям
чертежа) и незначительные доработки
(обточка фаски и т.п.), то вторую операцию
лучше проводить на простом токарном
станке. Если уступы носят двусторонний
характер или по каким-либо другим
причинам на вторую операцию остается
более трех-четырех переходов, то и
для ее выполнения также следует
назначать токарно-револьверный станок.
Последующее
операции определяются конфигурацией
детали и заданными параметрами
точности и шероховатости (фрезерование
пазов, лысок и т.п., сверление отверстий,
шлифование и т.д.). При необходимости
достижения высокой твердости
поверхности, после термообработки
следует назначать шлифование этой
поверхности, а иногда и другие виды
обработки абразивным инструментом в
соответствии с заданными точностью и
шероховатостью.
На всех деталях
при обработке, как правило, после каждой
операции должны притупляться острые
кромки и сниматься остающиеся от
обработки заусенцы. На станках токарной
группы при вращающейся детали
притупление целесообразно проводить
напильником. После сверления заусенцы
снимаются дополнительным назначением
перехода сверлом большего, чем у
отверстия диаметра. После фрезерования
и некоторых других операций требуется
назначение слесарной операции или
операции обработки в вибробарабанах
(виброочистка). Эти операции часто
назначаются между очередными операциями,
поскольку наличие заусенцев может
быть причиной погрешности установки
заготовки на следующей операции, что
приведет к браку при изготовлении
деталей.
В общем виде
примерный технологический процесс
изготовления деталей типа тел вращения
можно представить в следующем порядке
выполнения операций: отрезная, токарная,
фрезерная, сверлильная, шлифовальная,
отделочная.105. Виды механизации по передней кромке крыла; назначение и принципы работы
![]()



![]()
107. Фюзеляж самолёта. Силовые элементы, их узловые соединения и работа под нагрузкой



108. Оперение самолёта; назначение, конструктивные схемы, принципы управления самолётом.
![]()
116. Технологические процессы обработки тел вращения