

1.8. Физические характеристики процесса резания.
Температуры передней, задней поверхностей, температура резания могут быть рассчитаны на ЭВМ для различных скоростей резания при заданных глубине резания, подаче, геометрических параметрах инструмента.
Температуры передней и задней поверхностей рассчитываются по программам, в основу которых положена процедура «ТЕРМ».
Для фрезерования характерны весьма тонкие срезы. Поэтому для фрезерования можно пренебрегать расчетом температуры на передней поверхности и рассчитывать только температуру задней поверхности, значения которой выше, чем температура передней поверхности, так как наиболее существенное влияние на максимальную температуру задней поверхности оказывает влияние скорость резания и ширина фаски износа.
Особенность расчета температур в том, что учитывается влияние потока тепла в режущий инструмент. Поправочный коэффициент Kи на температуру задней поверхности с учетом теплового потока, поступающего в зуб фрезы, определится по формуле
![]()
где Qи – тепловой поток в инструмент, Qд – тепловой поток в деталь.
Результаты расчета температур могут быть использованы для назначения допускаемой скорости резания по допускаемой теплостойкостью инструмента максимальной температуре задней поверхности. Для быстрорежущих фрез при максимальной допускаемой ширине фаски износа 0,6 мм и рациональной максимальной температуре задней поверхности 400–500 С рациональные скорости резания находятся в диапазоне 20–30 м/мин. Для твердосплавных фрез при рациональной температуре 700–800 С рациональные скорости резания находятся в диапазоне 80–100 м/мин.
При торцовом фрезеровании (рис. 2.5) для определения проекций силы резания вводятся дополнительные технологические оси H, V, W. Эти технологические оси являются неподвижными относительно станка. Две оси (H, V) располагают в рабочей плоскости, причем ось Н – в направлении минутной подачи, а ось V – перпендикулярно рабочей плоскости. Таким образом, при фрезеровании система координат x, y, z, связанная с режущим лезвием, вращается относительно оси W, а оси х, z изменяют свое положение относительно осей Н и V.

Рис. 2.5. Схема сил при несвободном прямоугольном фрезеровании торцово-конической фрезой
Для определения проекций силы резания на технологические оси при торцовом фрезеровании рассматриваются силы на передней и задней поверхностях каждого режущего лезвия фрезы. Тогда при работе одного зуба торцовой фрезы проекции силы резания РH, РV, РW рассчитываются по формулам:
![]() ,
(2.11)
,
(2.11)
![]() ,
(2.12)
,
(2.12)
![]() ,
(2.13)
,
(2.13)
![]() ,
(2.14)
,
(2.14)
![]() ,
(2.15)
,
(2.15)
где Kν – удельная сила на передней поверхности в основной плоскости в направлении плоскости стружкообразования; Kξ – удельная сила на передней поверхности, перпендикулярная режущей кромке; μ1 – коэффициент трения на задней поверхности; σb – условный предел прочности при растяжении; KS – коэффициент динамичности; H0 – высота застойной зоны; Sb – действительный предел прочности при растяжении; ψ1 – угол между диагональю сечения срезаемого слоя и направлением подачи; hЗ – фаска износа; φ – угол в плане; θ – угол контакта.
Удельные силы рассчитываются через касательные напряжения, которые определяются с учетом влияния температуры на предел текучести обрабатываемого материала:
![]() ;
(2.16)
;
(2.16)
![]() ,
(2.17)
,
(2.17)
где qF – касательное напряжение по передней поверхности; c – полная длина контакта стружки с режущим лезвием; ξ – усадка стружки; τY – средние касательные напряжения в условной плоскости сдвига.
Величина и направления сил РH, РV оказывают влияние на механизмы перемещения стола фрезерного станка. Сила РY отжимает фрезу от обрабатываемой детали и влияет на точность обработки.
Технологические составляющие силы при фрезеровании периодически изменяются. Периодом является угол между двумя соседними зубьями фрезы:
![]() (2.18)
(2.18)
При работе одного зуба часть времени силы могут отсутствовать (рис. 2.6).
а) |
|
б) |
|
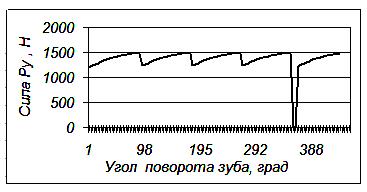
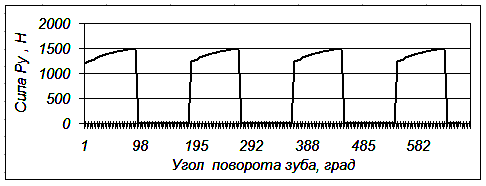
Рис. 2.6. Моделирование силы Рz при фрезеровании торцовой фрезой с Z = 4 (а) и Z = 2 (б)
Более целесообразно подобрать такую ширину фрезерования, диаметр фрезы и другие параметры, чтобы силы фрезерования не уменьшались до нуля, или чтобы такой интервал изменения угла поворота был близок к нулю.