

6.4.2 Технология нанесения полимерных покрытий
Повторюсь, что технология нанесения полимерных покрытий состоит из стадий нанесения покрытия и образования пленки. Основной процесс при нанесении покрытий это пленкообразование. Стадии процесса пленкообразования из ПВХ-пластизолей - желатинизации (желирования) показаны на рис. 6.13.
Различают прямой способ нанесения покрытий – непосредственное нанесения покрытий на основу и косвенный способ – нанесение полимерной пасты на транспортерную ленту.
Нанесение покрытий осуществляется с помощью раклей, валков, фильтрационным способом, на каландрах, под давлением, разбрызгиванием раствора полимера на основу. Наиболее распространенные первые два способа и на каландрах.
Назначение раклей – равномерное распределение полимерной композиции (пасты) на поверхности основы. Ракля представляет собой клиновидный нож, длина рабочей части которого равна ширине полотна основы. Конструкции применяемых раклей показаны на рис. 6.14.
На рис. 6.15 представлены три схемы нанесения покрытий с помощью раклей. Обычно ракля устанавливается стационарно вертикально или под углом к ленте материала основы. При нанесении покрытий масса полимерной пасты перед раклей совершает циркуляционное движение. При этом ее
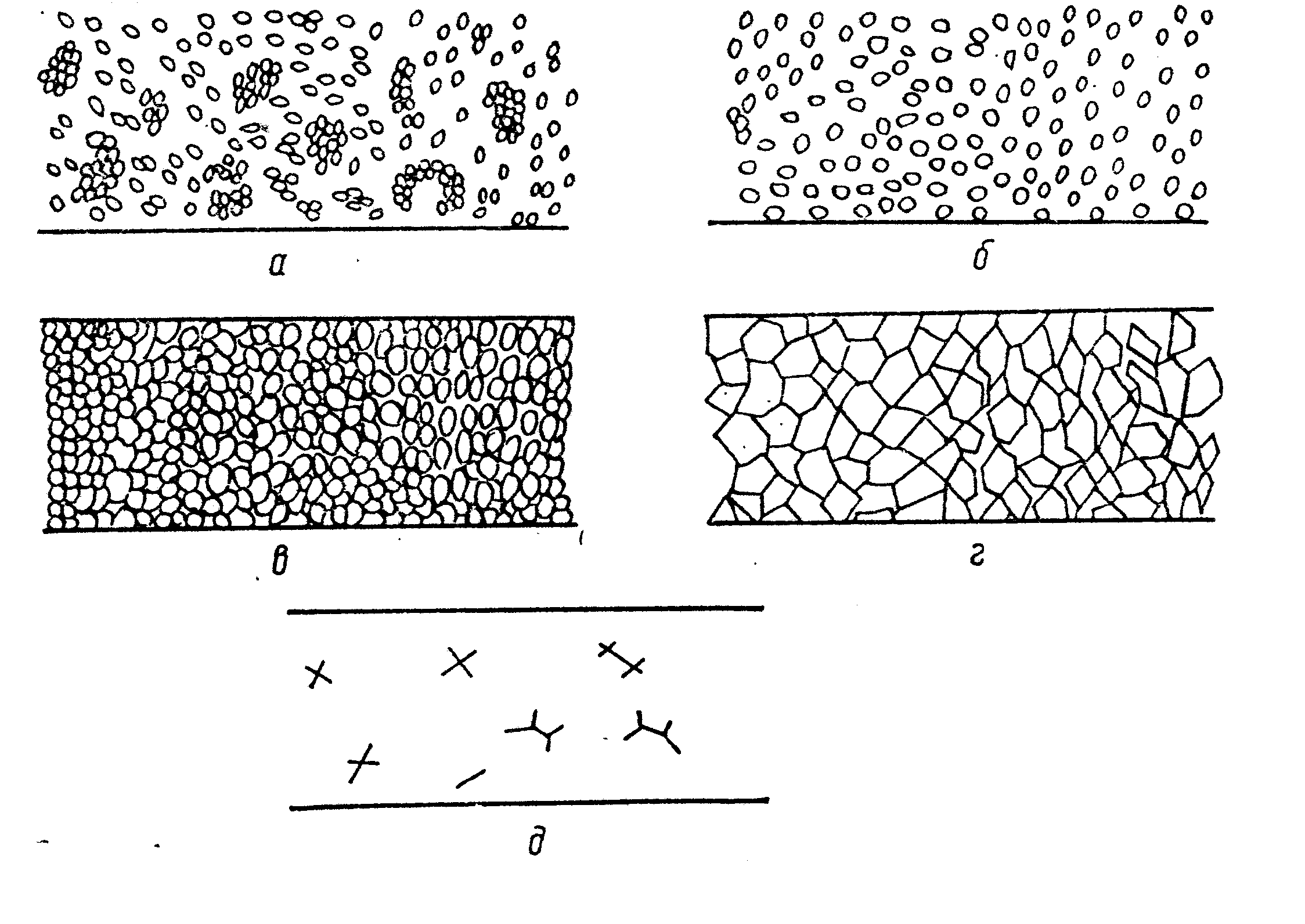
Рис. 6.13. Стадии процесса желатинизации (пленкообразования) ПВХ-пластизолей:
а – частицы ПВХ в пластификаторе находятся в виде суспензии или отдельных агломератов; б – диспергирование агломератов при нагреве до 60 0С; в – набухание частиц ПВХ; г – полная сквозная пропитка пластификатором при 100 0С; д – плавление ПВХ при 160 0С, за счет чего границы контакта набухших частиц размываются
|
|
Рис. 6.14. Конструкции раклей
|
Рис. 6.15. Нанесение покрытий с помощью раклей: а – без подпорной ленты; б – на резиновой подушке (транспортерной ленте); в – на валкой поверхности; 1 – ракля; 2 – масса полимера (паста); 3 – лента опоры; 4 – резиновая транспортерная лента; 5 – валок |

запас перед раклей поддерживается постоянным. Большое влияние на процесс нанесения покрытий оказывает скорость сдвига в зазоре между раклей и основой: чем меньше толщина покрытия, тем выше скорость сдвига.
При помощи валков реализуется принцип мокрого способа нанесения покрытий и возможность нанесения покрытий разнообразны. Принцип мокрого способа заключается в том, что дозирование количество пасты полностью или частично, но регулярно наносится на материал основы. Для промазки применяется один или несколько валков.
На рис. 6.16 показан один из вариантов нанесения покрытий валковым способом. Лента – основа проходит вместе с металлической транспортной лентой. Промазочный валок гуммирован.
При нанесении полимерных покрытий на каландрах полимер находится в пластичном или эластичном состоянии, благодаря чему он не только обладает хорошей адгезией к материалу основы, но также образует механическую связь с покрываемым материалом (вследствие возможности заполнения пор). Поэтому возможно нанесение с помощью каландров односторонних и многослойных покрытий рис. 6.17.
Нанесение двухсторонних или многослойных покрытий осуществляется многократным его пропусканием через каландр.
Технические варианты нанесения покрытий каландровым методом показаны на рис. 6.11 при производстве основного линолеума и на рис. 6.18 -- 6.20. На рис. 6.18 показан валковый агрегат для нанесения покрытий из расплавов полимеров, а на рис. 6.19 – двухсторонне нанесение покрытий, когда покрывной полимерный материал применяется в виде пленки.
|
а) б) в)
|
Рис. 6.16. Схемы прямого (а) и обратного (б) нанесения покрытия валковым способом: 1 – стальные валки; 2 – гуммированные валки; 3 – ракли; 4 – паста полимера; 5 – лента основы; 6 – опорный валок |
Рис. 6.17. Принципиальные схемы нанесения покрытий на каландрах: а, б – одностороннего; в - двухстороннего |
|
|
Рис. 6.18. Валковый агрегат нанесения покрытий из расплавов полимеров: 1 – пластицирующие вальцы; 2 – гуммированный тянущий валок; 3 – валок для нанесения тиснения; 4 – охлаждающий барабан; 5 – продольное режущее устройство для обрезки кромок:; 6 – приемное устройство; 7 – размоточный барабан с исходным материалом; 8 - нагревательный барабан |
Рис. 6.19. Копировальный агрегат с ленточным прессом: 1 – исходный материал основы; 2 – покрывной пленочный материал; 3 – горячий барабан; 4 – устройство для натяжения ленточного пресса |

На рис. 6.20 показан кашировальный агрегат при получении клеенки (вариант “д” схемы, рис. 6.8). На рис. 6.21 показана одна из применяемых схем агрегатов производства текстовинита.
|
|
Рис. 6.20. Агрегат для каширования мокрым способом: 1 – покрывной пленочный материал; 2 – исходный материал основы; 3 – промазочные валки для нанесения клея- пасты; 4 – клей-паста; 5 – сушильный барабан; 6 – охлаждающие валки; 7 – приемное устройство |
Рис. 6.21. Схема текстовинитового агрегата непрерывногодействия “Тандем-92”: 1 – рулон ткани; 2 – щетки; 3 – барабаны натяжения; 4 – накладочный стол; 5 – ракля; 6 – ПВХ-паста; 7 – первая термокамера; 8 – уплотнительные валы; 9 – вторая термокамера; 10 – тиснительный вал; 11 – охлаждающие валы; 12 – приемная катушка; 13 – прижимной валик; 14 – направляющий валик; 15 – подвижной вал; 16 – плиты обогрева
|


Технологический процесс производства текстовинита на основе пластизолей ПВХ состоит из нескольких операций. Хлопчатобумажная ткань (молескин, бязь, миткаль, палатка башмачная и др.), предварительно сшитая на швейной машине “зиг-заг” и подсушенная до остаточной влажности 5 %, проходит все операции на текстовинитовом агрегате непрерывного действия.
Агрегат включает следующие устройства:
натяжной барабан;
накладочный стол с раклей, на котором на движущуюся ткань накладывается слой пластизоля заданной толщины;
24
две термокамеры с плитами обогрева (нагрев теплоизлучением), в которой происходит последовательно оплавление и сплавление ПВХ-пасты в пленку;
два уплотнительных вала с электрообогревом, служащие для уплотнения и калибрования покрытия;
тиснительно-закаточный станок для завершающих операций – нанесение рисунка тиснения (мереи) на пленку, охлаждение текстовинита (закрепление рисунка) и закатку в рулон.
Пористые текстовиниты и искусственная замша перед намоткой в рулон направляются на промывку и сушку. При изготовлении искусственной замши на поверхность размягченного ПВХ-слоя насыпают слой Na2SO4. Осевшие в покрытии мелкие кристаллы соли после промывки горячей водой вымываются, образуя замшевидную пористую поверхность. Промывка пористого текстовинита (для обуви), полученного путем нанесения пасты, содержащей глицерин или CaCl2, а также имеющего на поверхности Na2SO4, производится в ванной.