

6.3 Типовые технологические процессы вальцевания и каландрования
Вальцы и каландры являются одним из основных агрегатов вальцово-каландровых и экструзионно-каландровых линий производства листов и пленок из различных полимерных материалов. Вальцеванию и каландрованию предшествуют технологические операции подготовки полимерных композиций: подготовка сырья, взвешивание и дозирование, предварительное смешение.
Схемы техпроцессов получения листов и пленок из полимерных материалов на примере ПВХ показаны на рис. 6.8. Исходные материалы – ПВХ и инградиенты – предварительно взвешивают и транспортируют в смеситель легкого типа (лопастной) или смеситель тяжелого типа. Далее композицию передают на вальцы.
|
Рис. 6.8. Принципиальные схемы производства листов и пленок на основе ПВХ |
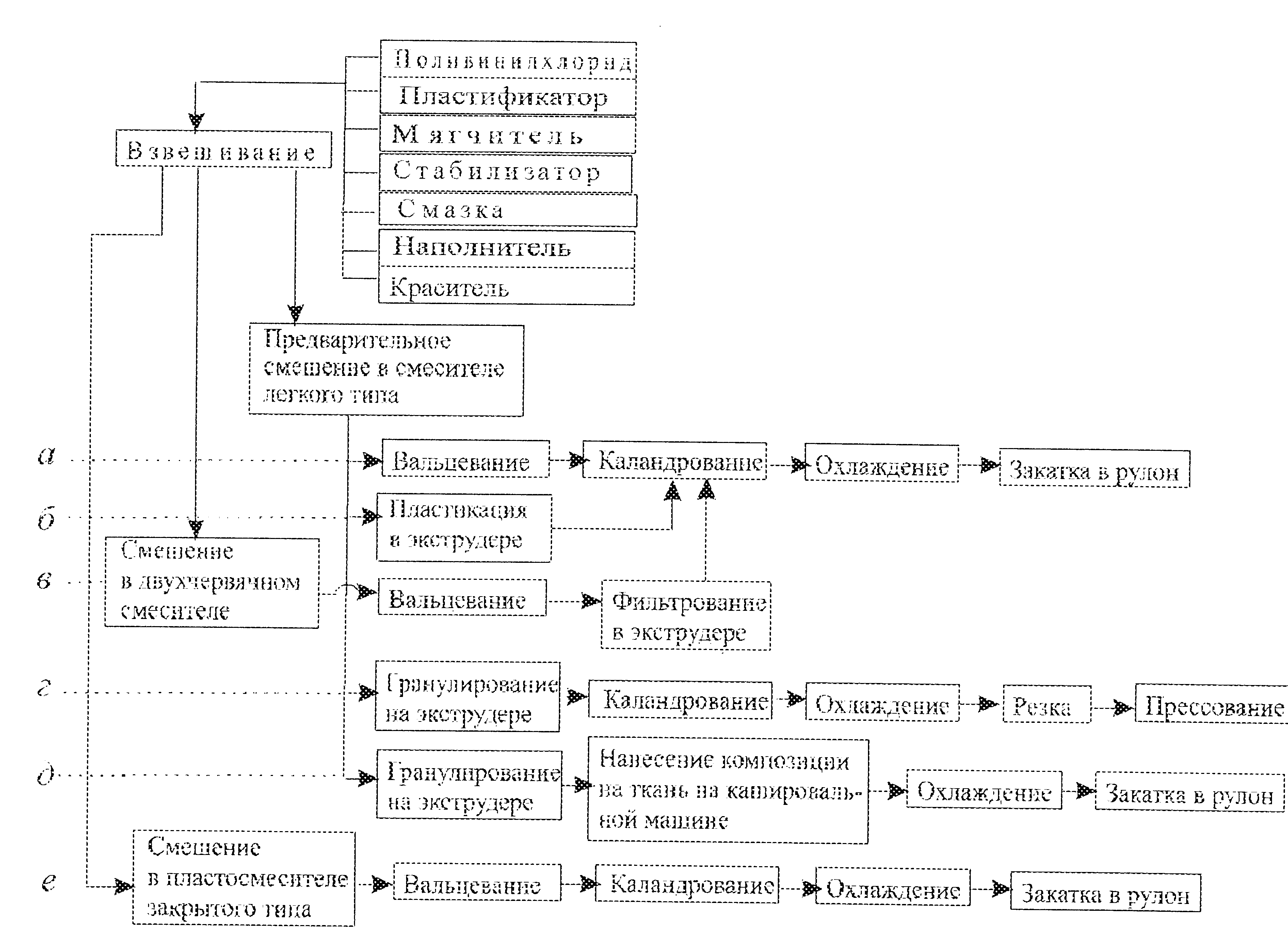
Пластифицированную горячую массу срезают в виде лент, сворачивают в рулон (“куклу”) и закладывают в зазор в загрузочный зазор каландра (вариант “а” схемы, рис. 6.8). Этот вариант применяют при переработке жестких материалов на основе непластифицированного ПВХ.
Более широко в крупнотоннажных производствах пленочных материалов предварительно смешенную композицию подают в пластифицирующий экструдер с последующим питанием каландра (вариант “б” схемы, рис. 6.8). Примером данного варианта является технологическая схема производства пленки из пластифицированного ПВХ (рис. 6.9).
|
Рис. 6.9. Технологическая схема производства пленки из композиции на основе пластифицированного ПВХ: 1 – бункер; 2 – смеситель; 3 – дозатор; 4 – смесители Петцольда; 5 – экструдер; 6 – транспортер; 7 – каландр; 8 – печатная машина; 9 – охлаждающее устройство; 10 – разбраковочный стол; 11- петлевой компенсатор |
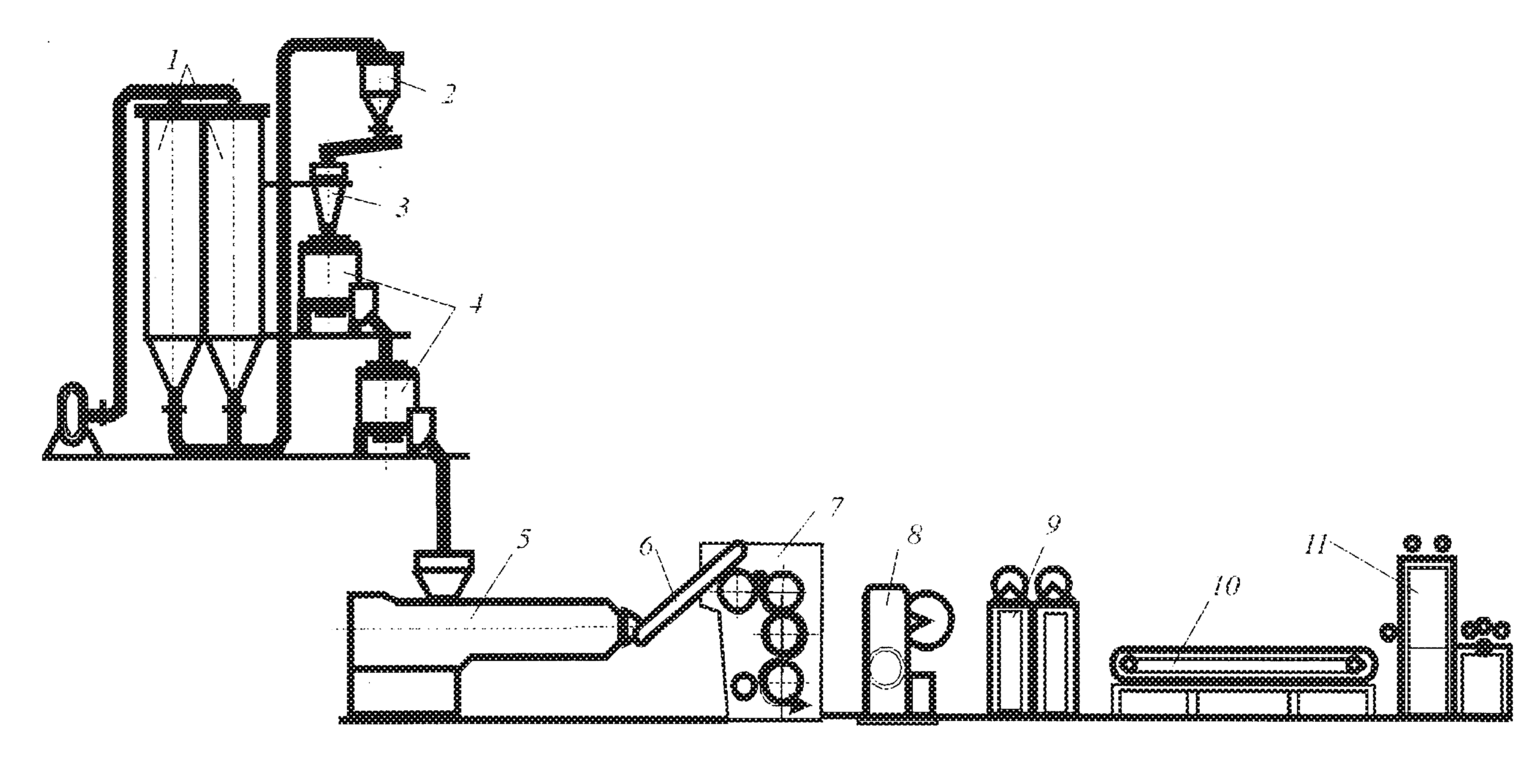
По этой схеме все компоненты смешиваются вначале в Z-образных лопастных смесителях, а затем и центробежных смесителях в две стадии (двухстадийный турбосмеситель). Из смесителей масса поступает в экструдер, где пластифицируется, а затем качающимся транспортером подается на четырехвалковый Г-образный каландр. Если необходимо, наносится рисунок или тиснение на соответствующих машинах. Пленка охлаждается, обрезается кромка. Далее проводят разбраковку, после чего пленка сматывается в рулон. При производстве листов из пластифицированного ПВХ используют трехвалковый каландр.
В других технологических схемах используют двухчервячный смеситель непрерывного действия, в который инградиенты загружают после взвешивания. Полученную смесь дополнительно перерабатывают на вальцах, срезают в виде лент, подают в экструдер для фильтрования и далее направляют в каландр (вариант“в” схемы, рис. 6.8).
После предварительного смешения вместо вальцевания (по варианту “а”) осуществляют гранулирование. Таким образом, в каландр подают гранулы с помощью транспортера (вариант “г” схемы, рис. 6.8).
По аналогичному варианту выпускают двухслойные изделия с верхним полимерным слоем (например, кленку): нанесение ПВХ-композиции на ткань или бумагу. При этом используют кашировальную машину, в которой один из промазочных валков гуммирован (вариант “д” схемы, рис. 6.8). Получение покрытий для полов – линолеума – осуществляется по варианту “е” схемы (рис. 6.8) с использованием пластосмесителя закрытого типа, например “Бендбери”. Это связано с большим содержанием наполнителя в рецептуре и с повышенным расходом энергии при смешении.
На рис. 6.10 показана типовая схема получения безосновного линолеума и широко применяется в отечественной промышленности строительных материалов. Она включает смеситель легкого типа СМБ-800, двухстадийный смеситель ДСП-140, двое вальцов (Ø660×2130 мм) и Z-образный каландр КП4×710×1800Г. После охлаждения линолеум закатывают в рулоны и упаковывают. Производительность линии 12÷15 м/мин полотна.
Рис. 6.10. Схема вальцово-каландровый линии для производства безоснового поливинилхлоридного линолеума: 1 – смеситель СМБ-800; 2 – транспортер; 3 – смеситель ДСП-140; 4 – вальцы 660×2130 мм; 5 – каландр КП4×710×1800Г; 6 – охлаждающее устройство; 7 – резательное и закатывающее устройство
На рис. 6.11 представлена технологическая схема производства ПВХ-линолеума на тканевой
Рис. 6.11. Технологическая схема производства ПВХ-линолеума на тканевой основе каландровым способом: 1 – смеситель Z-образного типа; 2 – смеситель барабанный; 3 – размельчитель; 4 – джутовая ткань; 5 – каландр; 6 – полировочные вальцы; 7 – охлаждающий валок; 8 – разбраковочный стол; 9 – линолеум
основе. ПВХ, пигменты и наполнитель просеивают, затем загружают в смеситель, обогреваемый паром, где их перемешивают при 125÷130 0С в течение 15 мин. Затем вводят пластификатор и смесь перемешивают вновь в течение 30 мин. Для получения линолеума с мраморным рисунком линолеумную массу готовят двух цветов в различных смесителях. Далее массу из смесителей подают в другой смеситель барабанного типа; смешивание ведут при 160÷180 0С в течение 45 мин. Горячую линолеумную массу измельчают в специальном размельчителе. После чего по массопроводу подают на валки каландра, через которые джутовая ткань (односторонняя обкладка). Каландр двухвалковый; валки обогреваются: температура переднего – 155÷160 0С, заднего – 120÷130 0С. Скорость каландрования составляет 12 м/мин. После каландра линолеум проходит через полировочные валки, охлаждающий валок большого диаметра, а затем поступает на разбраковочный стол, где обрезают кромки, производят разбраковку, раскрой и намотку в рулоны.