

5. Направления совершенствования обработки карманов
1. Обработка мелких обтачных деталей (клапанов, листочек) на полуавтомате.
При его обслуживании рабочий вкладывает детали между 2-мя шаблонами, которые по форме и размерам соответствуют готовым деталям (в кассету), лицевыми сторонами внутрь и зажимает их. При этом срезы деталей выступают за края шаблонов. Транспортирующее устройство продвигает зажатые детали так, что край шаблона проходит под иглой шьющей головки. Таким образом, обтачивание происходит по краю шаблона. Шьющая головка снабжена ножом для обрезания шва параллельно строчке.
В связи с этим при использовании п/а не требуется точный крой, достигается высокая идентичность обработки, что особенно важно для парных и симметричных деталей (клапаны, воротник). Шаблоны сменные, при запуске новых моделей производят их замену.
После выполнения автоматического цикла транспортирующее устройство выходит из-под шьющей головки и рабочий вынимает обтачанные детали. Подрезание швов в уголках выполняется вручную.
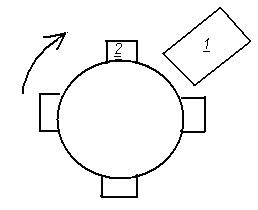
В настоящее время за рубежом выпускаются более производительные п/а аналогичного назначения. Они являются многопозиционными (карусельного типа). Транспортирующее устройство состоит из нескольких зажимных устройств (4-5). После укладывания деталей в один зажим рабочий не дожидается, пока произойдет обтачивание. Он закладывает детали в другой зажим и т.д. (рис. 12)
|
1 - шьющая головка 2 - зажимные устройства |
Рис. 12 |
Шаблоны выполняются раздвижными. В связи с этим при изменении длины деталей (на другие размеры) их можно легко раздвинуть. Их замена осуществляется только при изменении формы деталей.
Кроме того, эти п/а выполняют более узкое подрезание шва обтачивания на скруглениях и в уголках, что исключает ручную работу с ножницами. Здесь производительность в 2-3 раза выше, чем при обработке на универсальных машинах.
2. Обработка прорези карманов (в рамку, с клапанами, с листочками) может выполняться на полуавтоматах.
Рабочий укладывает детали переда в приемное устройство. Для их правильного укладывания п/а имеет лазерные точечные светильники.
|
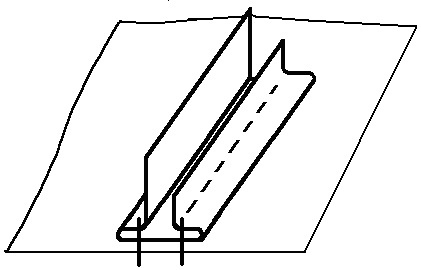
В автоматическом цикле выполняются следующие работы: - сгибание обтачек (для кармана в рамку, рис.13); - позиционирование деталей кармана на переде; - притачивание деталей кармана 2-мя параллельными строчками с закрепками; - разрезание входа в карман, в том числе на уголки. |
Рис. 13 |
Использование п/а обеспечивает высокое качество и идентичность обработки карманов, значительно уменьшает трудоемкость обработки.
3. Обработка накладных карманов на полуавтоматах в сорочках, джинсах, пиджаках.
Рабочий укладывает в приемное устройство перед, который автоматически позиционируется в рабочем поле п/а. Затем в другое приемное устройство укладывается накладной карман. Автоматически выполняются следующие работы:
- загибание срезов кармана;
- перемещение его на перед в место расположения кармана;
- перемещение переда с карманом под шьющую головку;
- настрачивание кармана на перед, которое может выполняться одинарной или двойной строчкой; концы шва вверху кармана могут закрепляться закрепками различной формы.
Использование п/а обеспечивает высокое качество и идентичность обработки карманов, значительно уменьшает трудоемкость обработки.