

Обработка карманов
1. Заготовка мелких деталей
2. Обработка прорезных карманов
3. Обработка карманов в швах
4. Обработка накладных карманов
5. Направления совершенствования обработки карманов
1. Заготовка мелких деталей
При обработке карманов могут использоваться такие мелкие детали, как клапаны, листочки, паты, обработка которых аналогична для всех видов карманов.
Обработка клапанов. Клапаны, как правило, дублируют. При обработке клапанов на универсальной машине их обтачивают подкладкой клапанов швом 0,5-0,7 см., припуски швов в углах и на скруглениях подрезают до -0,2-0,3 см.
|
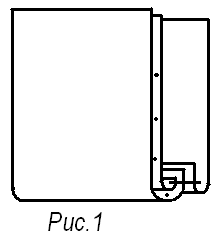
Клапаны вывертывают, выправляя уголки и приутюживают, образуя кант 0,1-0,2 см. на прессе с раздвижными шаблонами или на шаблоне утюгом (рис. 1). Если по модели предусмотрены одна или несколько отделочных строчек, то их прокладывают по сторонам клапанов с использованием спецприспособления. |
В том случае, когда на клапане моделью предусмотрены обтачные петли, их обрабатывают до обтачивания срезов. Обметанные петли выполняют на специальной машине после обработки клапанов.
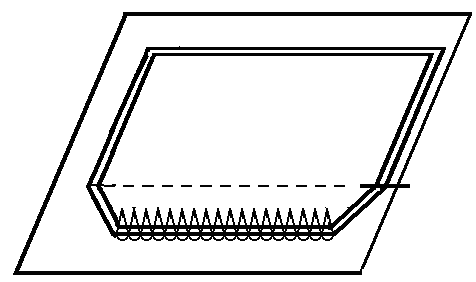
Со стороны подкладки по вспомогательному лекалу на клапанах намечают линии притачивания к основным деталям. При обтачивании отделочного клапана
Рис. 2. |
(рис.2) строчка в конце боковых сторон располагается под углом. Если они соединяются с передом стачным швом, то внутренние края клапанов обметывают на спецмашине; если настрочным с закрытым срезом, обметывание не требуется. |
|
Обработка листочек. Обработка листочек различна в зависимости от количества составляющих их деталей и способа закрепления их концов в кармане. Концы листочки могут быть настрочные и втачные (настрочные и втачные листочки). Настрочные листочки обрабатывают аналогично клапанам (рис. 3, а). |
Рис. 3 |
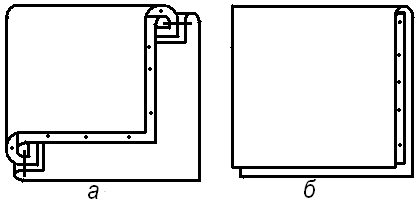
Обработка листочек с втачными концами отличается тем, что их боковые стороны не обрабатывают (рис. 3, б).
Обработка обтачек. Для большей устойчивости обтачки могут быть продублированы. Отрезную нижнюю обтачку перегибают или заутюживают в долевом направлении изнанкой внутрь, перегибая по надсечкам. В зависимости от способа обработки кармана нижний срез обтачки может быть обметан.
Нижняя обтачка кармана может быть цельнокроеной с подкладкой кармана. В этом случае один долевой край обтачки перегибают или заутюживают по надсечкам в сторону изнанки (на ширину, равную ширине обтачки в готовом виде плюс припуск на шов ее притачивания).
Верхнюю обтачку перегибают и заутюживают пополам вдоль изнаночной стороной внутрь.
2. Обработка прорезных карманов
Этапы обработки: заготовка мелких деталей (рассмотрено выше) и сборка кармана.
Прорезные карманы в зависимости от вида отделочной детали, оформляющей вход в карман, могут быть с клапаном и одной обтачкой, с двумя обтачками (в рамку), с листочками с настрочными и втачными концами.
При обработке прорезных карманов в изделиях без подкладки (женское платье) детали подкладки карманов, как правило, выкраивают из основной ткани, а все основные срезы (швы), открытые с внутренней стороны изделия, обметывают для предохранения от осыпания.
В связи с этим для уменьшения трудоемкости обработки карманов и во избежание пролегания обметанных швов на лицевую сторону изделия, как правило, используют листочки, обтачки и подзоры, цельновыкроенные с подкладкой карманов.
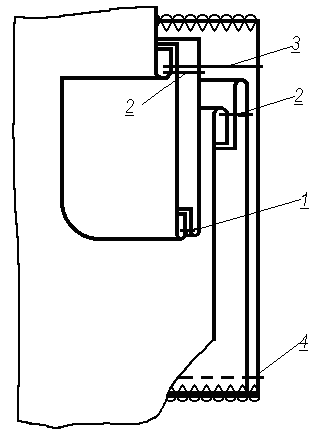
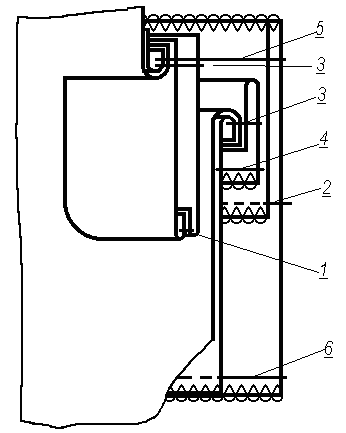
Сборка прорезного кармана с клапаном и одной обтачкой (рис. 4). Место расположения кармана намечают на лицевой стороне детали изделия тремя линиями – одной продольной, определяющей направление кармана, и двумя поперечными, расстояние между которыми равно удвоенной ширине обтачки в готовом виде. Обработанный клапан накладывают на основную деталь лицевой стороной вниз так, чтобы линия на клапане совпала с верхней линией разметки на основной детали, а срезы клапана были направлены в сторону прорези кармана. Клапан притачивают по линии разметки на клапане.
Обтачку накладывают на основную деталь более узкой частью вниз сгибом встык к намеченной вспомогательной линии, а срезами - к прорези кармана и притачивают на расстоянии от сгиба, равном ширине обтачки в готовом виде (не менее 1,0 см).
Концы строчек заканчивают у поперечных линий разметки кармана. Между строчками с изнанки разрезают вход в карман, начиная от середины и не дорезая до концов кармана на 1,0—1,5 см; затем делают разрезы под углом по направлению к концам строчек, не доводя их до концов строчек примерно на 0,1 см.
Обтачку и припуск шва притачивания клапана вывертывают на изнанку изделия, концы обтачки подтягивают. Ко шву притачивания клапана притачивают одну часть подкладки кармана с предварительно обметанным верхним срезом. Строчку прокладывают в шов притачивания клапана с изнанки, отгибая основную деталь.
Подкладку кармана стачивают швом шириной 1,0-1,5 см с трех сторон с закруглениями в углах с одновременным закреплением концов кармана тройной обратной строчкой и последующим обметыванием срезов.
Карманы приутюживают с изнаночной и лицевой сторон, выправляя края. По шву притачивания клапана может быть проложена отделочная строчка.
|
|
Рис. 4 |
Рис. 5
|
В изделиях из тканей подвижных структур или легко поддающихся растяжению при обработке карманов особенно необходимо укрепление входа в карман для предохранения его от растяжения.
В одежде на подкладке в таких случаях используется долевик.
В платьях это достигается следующими путями:
1. Вход в карман укрепляет одна из отделочных деталей (обтачка, листочка), нить основы в которых должна проходить параллельно входу в карман.
2. Карман обрабатывают на подкладке кармана. Ее подкладывают с изнаночной стороны основной детали (либо прикалывают булавками) при притачивании обтачки и клапана (рис 5). Данная деталь должна иметь направление нитей основы вдоль прорези кармана. Кроме того, при такой обработке будут закрыты швы притачивания деталей кармана с изнаночной стороны.
Обработка остальных прорезных карманов изучается самостоятельно по вариантам узлов (см. методические указания) и литературе.