

Исходные данные
Наименование Детали |
Вид заготовки |
Материал (марка) |
Норма расхода, кг |
Чистый вес детали, кг |
Оптовая цена 1кг материала, у.е |
Оптовая цена 1кг отходов, у.е. |
Деталь $111-490 |
Литье |
Ст.20-В |
3,4 |
2,2 |
0,135 |
0,028 |
Деталь %111-491 |
Литье |
Ст.20-В |
6,1 |
3,9 |
0,135 |
0,028 |
Деталь &111-492 |
Литье |
Ст.20-В |
7,2 |
4,9 |
0,135 |
0,028 |
Таблица 32
Технологический процесс изготовления деталей и модели оборудования
Наименование операций |
Разряд работы |
Модель оборудования |
Норма времени (tшт), мин |
Норма времени на переналадку (tн),мин |
||
Деталь $111-490 |
Деталь %111-491 |
Деталь &111-492 |
||||
1. Токарная 1-я |
4 |
1М65 |
3,57 |
1,26 |
1,26 |
20 |
2. Токарная 2-я |
4 |
16Д20П |
3,96 |
0,32 |
1,56 |
20 |
3. Фрезерная |
5 |
6Г608 |
4,99 |
1,71 |
1,38 |
20 |
4. Сверлильная |
5 |
2А85Т |
4,09 |
0,82 |
0,64 |
20 |
5. Шлифовальная |
4 |
3У10А |
3,45 |
1,03 |
1,43 |
20 |
Итого |
- |
- |
20,06 |
5,14 |
6,27 |
- |
Месячная программа (Nj), шт |
- |
- |
2000 |
8000 |
1600 |
- |
ПРИЛОЖЕНИЕ 4: Основные технико-экономические характеристики производственного оборудования
Наименование оборудования |
Марка (модель) |
Габариты, мм |
Мощность, кВт |
Оптовая цена, у.е. |
Норма амортизации, % |
Категория ремонтной сложности, УРЕ |
||
механ. |
электр. |
|||||||
1. Токарно-винторезные станки |
16Б16Т 16Д20П 16К20 1А616П 1К62 1К62Д 1М63М 1М65 |
2335х852 2880х1270 3195х1190 2135х1225 2812х1168 2850х1250 3655х1590 6140х2200 |
13,0 11,0 11,0 10,0 10,0 11,5 18,5 22,0 |
2960 6400 7680 4425 3320 5900 6000 9020 |
16,2 14,2 14,2 16,2 14,0 12,5 14,2 12,2 |
12,0 12,0 12,0 7,5 11,0 14,5 13,0 16,5 |
8,0 8,0 9,0 8,0 8,5 12,5 10,5 13,0 |
|
2. Универсальные токарные станки |
1А616 1Е61М С193Н |
2135х1225 2190х930 1240х550 |
15,0 11,0 12,5 |
2570 861 1650 |
15,0 15,0 14,9 |
6,0 8,0 4,6 |
2,5 12,5 4,0 |
|
3. Полуавтоматы токарно-револьверные |
1А124М 1А136М1 1М42Б |
2750х2420 2800х2400 2570х2500 |
12,5 13,0 13,0 |
8440 9270 9100 |
14,2 14,2 14,2 |
14,5 14,0 17,5 |
17,5 17,0 12,5 |
|
4. Автоматы токарно-револьверные одношпиндельные |
1Г140П 1Д112 1Д112АКС 1Д118АКС 1Е125 |
2160х1000 2570х1720 2600х1800 2520х1750 2720х2100 |
7,1 5,5 6,5 7,5 11,0 |
9870 2800 3320 5440 4800 |
14,2 12,1 12,1 12,1 14,0 |
17,5 8,0 9,5 15,0 15,5 |
17,0 8,5 10,0 17,0 13,0 |
|
5. Токарно-копированные многорезцовые полуавтоматы |
1А120 1Д316П 1Е310П 1Е316П |
2130х1360 1530х100 1680х590 1530х100 |
7,5 2,2 2,5 3,0 |
3230 3575 3230 3916 |
11,2 10,7 11,2 10,7 |
12,0 14,0 11,0 15,0 |
7,0 7,0 8,0 8,0 |
|
6. Полуавтоматы многошпиндельные |
1Б265НП-6К 1Б265НП-8К 1Б290НП-6К 1Б290НП-8К |
3270х2600 3250х2540 3275х2450 3480х2500 |
30,0 30,0 30,0 30,0 |
43110 43620 42250 43280 |
14,2 14,2 14,2 14,2 |
47,0 50,0 41,0 47,0 |
30,0 30,0 31,0 31,0 |
|
7. Автоматы токарные многошпиндельные |
1Б265Н-6К 1Б265Н-8К 1Б290Н-6К 1Б290Н-8К |
3270х2600 3275х2540 3275х2450 3480х2500 |
30,0 30,0 30,0 30,0 |
41900 43620 42250 43280 |
14,9 14,9 14,9 14,9 |
40,0 50,0 41,0 47,0 |
30,0 30,0 31,0 31,0 |
|
Наименование оборудования |
Марка (модель) |
Габариты, мм |
Мощность, кВт |
Оптовая цена, у.е. |
Норма амортизации, % |
Категория ремонтной сложности, УРЕ |
||
механ. |
электр. |
|||||||
8. Универсально-фрезерные станки |
6М83Ш 6Р82Ш FNK-25 FP2 ОФ-55 |
1600х400 2470х1950 1110х425 1400х1545 1150х1100 |
11,0 8,0 12,5 12,5 7,5 |
2340 2400 4800 2750 2155 |
14,9 14,2 10,7 14,9 14,2 |
13,5 16,5 13,0 15,0 13,5 |
14,0 12,0 5,0 4,0 5,5 |
|
9. Вертикально-фрезерные станки |
654 6М10 6М13К 6М13П |
1600х630 1720х1785 1620х410 1600х400 |
8,5 9,0 7,5 8,5 |
27634 7730 5408 5740 |
14,9 14,9 14,9 14,9 |
17,5 13,5 13,0 13,0 |
20,5 9,0 8,0 7,5 |
|
10. Горизонтально-фрезерные станки |
6М82Ш 6Р81Ш 6Р82М 6Т-80 |
2625х2445 1900х980 930х840 2150х1990 |
11,5 11,5 7,5 11,5 |
4005 1601 1823 3400 |
14,2 14,2 10,7 14,2 |
13,5 12,5 9,5 7,5 |
11,0 7,5 11,0 10,0 |
|
11. Продольно-фрезерные станки |
6306 6605 6606 6Г608 6Г610 |
6000х2750 2750х2100 3100х2300 3140х2650 3275х2700 |
15,5 12,5 17,5 15,0 17,0 |
37407 18285 18200 34935 18899 |
12,2 12,2 12,2 12,2 12,2 |
25,0 32,0 46,0 34,0 48,0 |
11,0 45,0 61,0 42,0 63,0 |
|
12. Консольно-фрезерные станки |
6Н81Г 6Р12П |
2060х1940 2260х1745 |
12,5 11,5 |
4170 4520 |
12,2 12,2 |
14,0 10,0 |
10,5 8,5 |
|
13. Копировально-фрезерные станки |
6А463 6Н12К |
1200х1320 1250х1000 |
7,5 7,5 |
1418 1200 |
14,9 14,9 |
4,5 11,0 |
8,0 2,0 |
|
14. Шпоночно-фрезерные станки |
692А 6997 ДФ87 |
2125х1990 3120х2900 1700х1200 |
13,5 15,0 12,5 |
3916 6725 4597 |
12,2 12,2 14,9 |
8,0 15,5 10,0 |
15,0 21,0 17,0 |
|
15. Полуавтоматы зубофрезерные горизонтальные |
5303В 5303П 5В373П 5С237 |
810х750 810х750 1975х1550 1990х1255 |
1,5 1,1 11,5 1,5 |
7120 6670 16980 10640 |
12,2 12,2 14,2 14,2 |
10,5 9,0 29,0 16,5 |
13,0 13,0 27,0 12,0 |
|
16. Полуавтоматы зубофрезерные вертикальные |
5343 5А342П 5К301П |
7600х2890 6910х2990 2185х1370 |
42,0 15,0 11,5 |
40930 28506 7420 |
14,2 14,2 14,9 |
74,0 47,0 15,0 |
61,0 47,0 9,5 |
|
17. Полуавтоматы зубофрезерные универнсальные |
5304П 53А30 5563 |
1215х1195 2300х1500 1825х1125 |
1,5 4,2 3,0 |
8180 13490 7130 |
12,2 12,2 12,2 |
10,0 25,0 11,5 |
17,0 19,5 12,0 |
|
Наименование оборудования |
Марка (модель) |
Габариты, мм |
Мощность, кВт |
Оптовая цена, у.е. |
Норма амортизации, % |
Категория ремонтной сложности, УРЕ |
||
механ. |
электр. |
|||||||
18. Полуавтоматы зуборезные |
5Б231 5С23П |
2300х1850 2040х1255 |
7,5 1,5 |
19850 18790 |
12,2 12,2 |
17,5 17,0 |
15,0 12,0 |
|
19. Полуавтоматы зубодолбежные |
5111 5122 |
1635х1090 2000х1450 |
1,1 3,2 |
7580 7880 |
12,2 12,2 |
11,0 13,5 |
15,0 12,5 |
|
20. Вертикально-сверлильные станки |
2А125 2А135 2А85Т 2Г175Б 2Н125 |
900х825 1240х838 1100х980 2650х1120 1130х1200 |
2,5 3,5 4,5 4,5 4,0 |
1480 1770 2734 3740 2220 |
10,9 10,9 10,9 10,9 10,9 |
4,0 4,5 2,2 6,0 3,9 |
2,0 5,5 2,5 16,0 4,7 |
|
21. Радиально-сверлильные станки |
2А53 2А576 2Н55 |
2250х910 2790х1850 475х200 |
7,0 7,5 5,0 |
3550 16500 7120 |
10,7 10,7 10,7 |
8,5 17,5 10,5 |
9,0 15,5 17,5 |
|
22. Настольно-сверлильные станки |
2А106П 2М112 НС12А |
600х350 770х370 710х360 |
5,0 4,0 3,5 |
620 140 630 |
10,7 10,7 10,7 |
8,5 3,7 6,5 |
10,5 3,5 8,0 |
|
23. Плоско-шлифовальные станки |
3Б71М 3Г71 3Е711-01 3Е711ВФЗ-1 ВРН-ГА |
2600х1550 1870х1550 1680х1770 2000х1770 1650х2400 |
7,0 4,0 10,0 10,0 4,5 |
3800 5300 6880 6270 6960 |
16,4 16,1 16,1 16,1 16,1 |
18,0 10,5 11,5 17,5 11,0 |
25,5 12,0 9,0 16,5 9,0 |
|
24. Кругло-шлифовальные станки |
3А110В 3М151Е 3У10А 3У10В |
1880х2025 2940х3355 1360х1715 1360х1715 |
2,2 10,0 2,5 2,1 |
10800 4130 12130 9190 |
16,1 16,4 16,1 16,4 |
8,5 17,5 19,5 15,5 |
21,0 16,0 21,0 21,0 |
|
25. Внутри-шлифовальные станки |
3А227 3А227В 3К225А 3К227А |
2500х1470 2500х1490 2295х1775 2885х1900 |
2,5 2,5 2,5 4,5 |
15780 15430 5540 7170 |
16,7 16,7 16,4 16,7 |
18,5 15,5 16,5 19,5 |
17,5 16,0 13,5 16,0 |
|
26. Бесцентрово-шлифовальные станки |
3М182 3М184 3Ш184 3Ш184И |
2230х1455 2945х1885 3300х2700 3300х2700 |
2,5 13,0 30,0 30,0 |
16750 9090 8946 9550 |
16,1 16,4 16,7 16,7 |
17,0 16,0 18,0 18,0 |
28,0 14,0 11,5 13,5 |
|
27. Кругло-шлифовальные полуавтоматы |
3Е183ШВ 5А828 ХШ2-16 |
2940х2150 2170х2400 3110х2175 |
18,5 3,4 20,0 |
24560 23950 14860 |
14,4 16,1 16,7 |
30,0 32,0 27,5 |
51,0 47,0 21,5 |
|
Наименование оборудования |
Марка (модель) |
Габариты, мм |
Мощность, кВт |
Оптовая цена, у.е. |
Норма амортизации, % |
Категория ремонтной сложности, УРЕ |
||
механ. |
электр. |
|||||||
28. Координатно-шлифовальные станки |
3283 3В282 |
320х560 250х450 |
4,5 4,5 |
21220 10900 |
15,0 15,0 |
36,0 12,0 |
34,0 24,0 |
|
29. Резьбо-шлифовальные станки |
5821 5822 5А828 5А821В |
1600х1400 1630х1480 1300х1110 1795х1910 |
3,5 3,5 4,5 3,0 |
11675 21970 25170 16982 |
16,1 16,1 16,1 16,1 |
14,0 25,0 37,0 20,0 |
24,5 22,5 46,0 36,0 |
|
30. Обдирочно-шлифовальные станки |
3334 3А332 3Е375 |
1600х1150 1500х1100 1450х1100 |
5,0 4,5 3,5 |
2880 2425 2090 |
16,7 16,7 16,7 |
5,0 4,5 3,0 |
4,5 3,5 3,9 |
|
31. Шлице-шлифовальные станки |
3453А 345А 345А-01 |
2150х1270 1800х1200 1800х1200 |
9,5 4,5 4,5 |
7110 3800 4250 |
12,5 12,5 12,5 |
24,0 12,0 12,5 |
15,5 10,5 11,0 |
|
32. Шлифовально-полировальные станки |
2Л-63М 3863М 3Б853 МШ355М |
1850х1650 1550х100 1630х820 2977х1637 |
8,5 2,5 3,0 3,5 |
7125 4852 4093 11520 |
14,2 14,2 14,2 12,9 |
12,5 6,5 8,5 17,5 |
11,0 9,5 5,0 20,5 |
|
33. Полуавтоматы зубошлифовальные |
5853 5А841 5В830 |
3340х2165 2850х2315 1950х2000 |
1,7 1,5 3,0 |
23654 20620 11670 |
16,1 16,1 16,1 |
57,0 37,0 17,0 |
21,0 31,0 21,5 |
|
34. Полуавтоматы зубошевинговылные |
5701 5702В 5П722 |
1450х870 1920х1500 1540х1480 |
1,9 3,2 5,5 |
6974 10910 12130 |
16,2 16,2 16,2 |
9,5 19,5 21,5 |
14,0 17,0 19,5 |
|
35. Хонинговальные станки |
3Г833 3Е820 3Е822-2 3К833 |
3010х1600 3010х1500 3010х1650 3010х1600 |
12,0 11,0 12,5 12,5 |
4030 11070 19560 5910 |
12,1 12,1 12,1 12,1 |
4,8 9,5 19,5 7,5 |
8,5 27,0 45,0 12,0 |
|
36. Универсально-заточные станки |
3640 3692 3Е642 3Е642Е 40LN |
700х300 700х350 1745х1940 1830х1940 540х500 |
3,5 4,5 3,0 3,0 4,5 |
1670 2110 6665 6670 11780 |
14,2 14,2 14,2 14,2 14,2 |
3,0 4,0 10,0 12,0 4,0 |
2,5 2,5 10,0 10,0 1,5 |
|
37. Горизонтально-расточные станки |
2620В 2620Г 2А620-1 |
5700х3600 5300х3600 6070х3970 |
10,2 10,2 11,0 |
20744 18190 32140 |
14,2 14,2 14,2 |
28,0 18,5 48,0 |
47,0 42,0 58,0 |
|
Наименование оборудования |
Марка (модель) |
Габариты, мм |
Мощность, кВт |
Оптовая цена, у.е. |
Норма амортизации, % |
Категория ремонтной сложности, УРЕ |
||
механ. |
электр. |
|||||||
38. Отделочно-расточные горизонтальные станки |
2706А 1706С |
2700х1400 2700х1400 |
4,0 4,0 |
20620 24850 |
14,9 14,9 |
36,5 17,5 |
31,5 32,0 |
|
39. Отделочно-расточные вертикальные станки |
2Е78Л 2Е78П 2Е78ПН |
1250х1260 1750х1560 1250х1270 |
2,2 2,2 2,2 |
4540 6368 4850 |
14,9 14,9 14,9 |
9,0 10,5 9,5 |
6,0 10,5 7,0 |
|
40. Продольно-строгальные станки |
7110 7210 7Б220 |
7950х3700 1950х4000 16500х7100 |
75,0 75,0 125,0 |
18800 20620 58220 |
12,5 12,5 12,5 |
28,0 30,0 54,0 |
34,0 38,0 138,0 |
|
41. Поперечно-строгальные станки |
7303 7307Д |
1770х900 2790х1235 |
3,0 5,5 |
2670 5460 |
12,5 12,5 |
12,5 12,5 |
10,0 6,0 |
|
42. Протяжные вертикальные полуавтоматы |
7633 7Б64 7Б67 |
3950х2100 2875х1350 4000х2060 |
37,5 11,0 40,0 |
16375 9704 16680 |
10,1 10,0 10,1 |
24,0 17,5 24,5 |
30,0 15,0 31,0 |
|
43. Протяжные горизонтальные полуавтоматы |
7545 7Б56У 7Б57 |
4200х2350 5200х2135 9400х2500 |
35,0 30,0 40,0 |
15950 10917 12430 |
10,1 10,1 10,1 |
24,0 15,5 19,0 |
22,0 21,0 22,0 |
|
44. Отрезные станки и полуавтоматы |
8А531 8Б66 8Б72К 8Г662Ф2 8Г681 Б5224 НА3222Ф |
1085х815 750х500 1500х745 2150х1150 4015х3165 1200х850 2150х1500 |
1,1 2,5 1,5 3,2 18,5 11,0 7,5 |
2420 4850 2420 10310 10375 4857 8571 |
10,1 10,1 10,1 10,1 10,1 10,1 10,1 |
4,0 8,0 3,5 16,0 17,5 7,5 12,5 |
4,5 8,5 5,0 18,0 37,0 4,5 8,0 |
|
45. Верстаки |
НДР-1064 НДР-1508 |
1200х700 1200х700 |
- - |
360 450 |
7,7 7,7 |
- - |
- - |
|
46. Рабочие места |
НЭ-1444 |
1200х1000 |
- |
410 |
7,7 |
- |
- |
|
ПРИЛОЖЕНИЕ 5: Основные технико-экономические характеристики станков с числовым программным управлением
Наименование оборудования |
Марка (модель) |
Габариты, мм |
Мощность, кВт |
Оптовая цена, у.е. |
Норма амортизации, % |
Категория ремонтной сложности, УРЕ |
|
механ. |
электр. |
||||||
1. Автомат отрезной круглопильный |
8Г662Ф2 |
1750х1500 |
3,5 |
5820 |
10,5 |
16,5 |
18,0 |
2. Токарные станки |
16Б16Т1С2 16Б16Ф3-31 1А660Ф3 |
3950х1370 2900х2400 7180х4950 |
11,0 11,0 65,0 |
39600 49942 222800 |
12,2 12,2 14,2 |
18,5 13,5 50,0 |
38,0 43,0 80,0 |
3. Токарно-карусельный станок |
1А512МФ3 |
6500х4860 |
55,0 |
99620 |
14,2 |
47,5 |
67,0 |
4. Роботизированный токарный комплекс |
16Б16Т1-03 |
5000х3000 |
11,0 |
48680 |
14,2 |
18,5 |
38,0 |
5. Станок токарный центровой |
16В05АФ30 |
1770х1420 |
5,5 |
46680 |
12,2 |
14,0 |
25,0 |
6. Полуавтоматы токарные |
1716ПФ3 1732ПФ30 1А751Ф3 |
3280х1650 4100х3950 4330х4330 |
11,0 60,0 45,0 |
59770 100140 83540 |
14,2 14,2 13,2 |
19,5 45,0 32,0 |
37,5 72,5 47,5 |
7. Станки токарно-винторезные |
16К40Ф101 1А6602Ф2 1М63МФ101 1М63МФ30 |
5780х1850 4591х4350 3893х1590 4680х2340 |
18,5 25,0 18,5 22,0 |
17628 93140 15740 49450 |
14,2 14,2 12,2 14,2 |
17,5 55,0 8,5 48,5 |
27,0 80,0 25,0 65,0 |
8. Модуль гибкий производственный токарный |
16Б16Т1С1ЗМ1 |
2710х1870 |
11,0 |
54650 |
14,2 |
17,5 |
68,0 |
9. Токарный комплекс |
16Б16Т1 |
3950х1370 |
11,0 |
37970 |
14,2 |
8,5 |
38,0 |
10. Станки сверлильно-фрезерно-расточные |
2560ПМФ4 6М610МФ4-20 |
6360х4500 5900х4300 |
19,0 20,0 |
233420 204100 |
14,9 14,9 |
95,0 100,0 |
100,0 99,0 |
11. Центр обрабатывающий (фрезерование, сверление, расточка, зенкеровка, нарезка резьбы) |
ОЦ1И21 |
4770х2300 |
14,5 |
119800 |
12,2 |
42,5 |
73,0 |
12. Модули производственные гибкие многоцелевые |
16К20РФ3РМ232 16К20Ф3РМ132 16К30Ф323 1П756ДФ3РМ11 |
7970х5690 7400х4080 5290х3470 6300х3900 |
21,5 18,5 30,0 30,0 |
55600 51400 14220 114650 |
12,2 12,2 12,2 14,2 |
27,0 19,5 20,0 19,5 |
64,0 47,0 63,0 66,0 |
13. Центр обрабатывающий многоцелевой |
ОЦ1И22 |
4770х2300 |
14,5 |
120570 |
12,2 |
45,0 |
75,0 |
14. Станок шлифовальный |
32К830Ф10 |
1719х1585 |
11,0 |
28057 |
16,1 |
19,5 |
27,5 |
15. Полуавтоматы кругло-шлифовальные |
3М152МФ2-01 3У12АФ11 |
2780х1470 3040х2300 |
15,0 5,5 |
27457 26942 |
16,1 16,1 |
15,5 17,5 |
28,0 23,0 |
Наименование оборудования |
Марка (модель) |
Габариты, мм |
Мощность, кВт |
Оптовая цена, у.е. |
Норма амортизации, % |
Категория ремонтной сложности, УРЕ |
|
механ. |
электр. |
||||||
16. Полуавтомат зубошлифовальный |
МШ-361 |
2903х2315 |
3,5 |
42600 |
16,1 |
25,5 |
48,0 |
17. Станок плоскошлифовальный |
3Л725АФ10 |
6200х3700 |
22,0 |
42850 |
16,1 |
23,0 |
52,0 |
18. Шлицешлифовальный станок |
М345АР-01Б |
2150х1275 |
10,0 |
9650 |
12,5 |
24,0 |
15,5 |
19. Станки фрезерные широкоуниверсальные |
6720ПФЗ 6740ВФ20 |
1900х1820 2930х1950 |
4,5 5,5 |
25570 41900 |
12,2 12,2 |
13,5 27,0 |
19,0 42,5 |
20. Станки вертикально-фрезерные |
65А60Ф4-11 65А60ПМФ4 65А80ПМФ4 6Т13Ф20-1 |
3620х4785 3620х4785 3620х4785 2900х3560 |
20,0 21,0 20,0 11,0 |
86028 103800 104228 10200 |
12,2 12,2 12,2 12,2 |
32,5 25,0 27,0 21,5 |
61,0 56,0 56,0 38,0 |
21. Станок горизонтально-фрезерный |
6Б444Ф3 |
4790х3850 |
20,0 |
119885 |
12,2 |
58,0 |
58,0 |
22. Станок фрезерный универсальный |
6720ВФ2 |
1550х1650 |
4,5 |
18542 |
12,2 |
23,0 |
38,5 |
23. Полуавтомат заточный |
В3202Ф2 |
1585х1385 |
5,5 |
16940 |
16,1 |
15,5 |
25,0 |
24. Станок горизонтально-расточный |
2П637МФ4 |
3750х4540 |
17,0 |
229480 |
16,1 |
97,0 |
75,0 |
25. Полуавтомат кругло-шлифовальный универсальный |
3У12ВФ11 |
3250х2850 |
12,5 |
210400 |
16,1 |
24,5 |
37,0 |
26. Станок специальный много-операторный |
ВМ501ПМФ4 |
2095х3000 |
26,0 |
71650 |
14,9 |
26,0 |
42,0 |
27. Модуль гибкий производственный для обработки тел вращения |
РФ-01МТ |
3000х2000 |
15,5 |
60970 |
14,9 |
25,5 |
38,5 |
28. Горизонтально-фрезерный станок для обработки деталей штампов |
6Б443Ф3 |
3870х2500 |
18,5 |
85940 |
14,9 |
35,0 |
58,0 |
29. Автомат продольного точения |
ЛА155Ф30 |
3270х2950 |
20,5 |
40885 |
12,2 |
21,0 |
42,5 |
30. Протяжной горизонтальный полуавтомат |
М7Б545МФ4-10 |
5720х2970 |
40,0 |
12500 |
13,5 |
19,5 |
27,5 |

ПРИЛОЖЕНИЕ 7: Коэффициент, учитывающий дополнительную площадь, занимаемую металлорежущим оборудованием
Площадь, занимаемая станком по габаритам, м2 |
Коэффициент, учитывающий дополнительную площадь (Кдп) |
До 2 |
4,0 |
От 2 до 4 |
3,5 |
От 4 до 6 |
3,0 |
От 6 до 10 |
2,5 |
От 10 до 20 |
2,0 |
Свыше 20 |
1,5 |
ПРИЛОЖЕНИЕ 8: Укрупненные показатели стоимости производственных площадей и нормы амортизации
Наименование объекта |
Общая стоимость 1 м2 развернутой площади, у.е. |
Норма амортизации, % |
1 Производственная площадь, здание из железобетонных конструкций |
170 |
2,7 |
2 Производственная площадь, здание из кирпича |
250 |
3,1 |
3 Вспомогательная площадь корпуса |
250 |
3,1 |
ПРИЛОЖЕНИЕ 9: Стоимость одного погонного метра пролетной части конвейера, ската, склиза в зависимости от ширины транспортного средства
Ширина транспортного средства, мм |
Стоимость 1 м погонного конвейера, у.е. |
Стоимость 1 м погонного ската, склиза и др., у.е |
200 |
15,88 |
1,87 |
300 |
23,83 |
2,80 |
350 |
27,80 |
3,27 |
400 |
31,77 |
3,75 |
450 |
35,74 |
4,20 |
500 |
39,71 |
4,67 |
550 |
43,68 |
5,15 |
600 |
47,65 |
5,60 |
Примечание: Стоимость электродвигателя можно принять в размере 30-40% стоимости конвейера.
ПРИЛОЖЕНИЕ 10: Планово-расчетные цены на энергоносители
№ п/п |
Наименование |
Единица измерения |
Цена за единицу, у.е. |
1 |
Электроэнергия силовая и осветительная |
кВт-ч |
0,035 |
2 |
Сжатый воздух |
м3 |
0,005 |
3 |
Вода промышленная |
м3 |
0,098 |
4 |
Вода для хозяйственных нужд (очищенная) |
м3 |
0,191 |
5 |
Вода горячая |
м3 |
0,201 |
6 |
Пар |
т |
2,6у.е. за тонну |
ПРИЛОЖЕНИЕ 11: Норма амортизационных отчислений на технологические и подъемно-транспортное оборудование, инструмент
№ п/п |
Наименование основных фондов |
Норма амортизационных отчислений |
1 |
Металлорежущее оборудование до 10 т.*: а) станки универсальные, специализированные с ручным управлением б) станки с ЧПУ, автоматы и полуавтоматы, автоматические (станочные) линии в) гибкие производственные модули, роботизированные технологические комплексы г) гибкие производственные системы, включая сборочное и окрасочное оборудование |
10-16
16-20
20-25
20-22 |
2 |
Подъемно-транспортное оборудование: а) конвейеры распределительные автоматизированные б) тали ручные и электрические в) краны, штабелёры |
14,3 14,3 8,3 |
3 |
Приборы для измерения и регулирования технологических процессов |
14,3 |
4 |
Зубоизмерительные приборы |
8,3 |
5 |
Приборы для измерения шероховатости, форм, размеров |
11,5 |
6 |
Вычислительная техника |
22,5 |
7 |
Производственный инвентарь |
18,5 |
*Для металлорежущего оборудования свыше 10т. применяется коэффициент 0,8, а массой свыше 100т. – коэффициент 0,6.
ПРИЛОЖЕНИЕ 12: Часовые тарифные ставки для рабочих машиностроительных предприятий
Разряд работы |
Часовая тарифная ставка для повременщиков, у.е. |
Часовая тарифная ставка для сдельщиков, у.е. |
1 |
0,697 |
0,742 |
2 |
0,754 |
0,800 |
3 |
0,834 |
0,891 |
4 |
0,971 |
1,042 |
5 |
1,127 |
1,199 |
6 |
1,307 |
1,402 |
ПРИЛОЖЕНИЕ 13: Нормы времени на одну ремонтную единицу при выполнении ремонта технологического и подъемного-транспортного оборудования, нормо-ч
Осмотр и вид ремонта |
Слесарные работы |
Станочные работы |
Прочие работы |
Всего |
|||||
механ. |
электр. |
механ. |
электр. |
механ. |
электр. |
механ. |
электр. |
||
О |
0,75 |
- |
0,1 |
- |
- |
- |
0,85 |
- |
|
Т |
4,00 |
1,0 |
2,0 |
0,2 |
0,1 |
- |
6,10 |
1,2 |
|
С |
16,00 |
5,0 |
7,0 |
1,0 |
0,5 |
1,0 |
23,50 |
7,0 |
|
К |
23,00 |
11,0 |
10,0 |
2,0 |
2,0 |
2,0 |
35,00 |
15,0 |
|
ПРТЛОЖЕНИЕ 14: Данные для расчета численности основных и вспомогательных рабочих линиях на поточных
№ п/п |
Профессия |
Единица измерения |
Норма обслуживания |
1 |
Начальник станков поточных линий |
Физические единицы, станки |
8-10 |
2 |
Наладчик автоматических линий |
Физические единицы, станки |
6-8 |
3 |
Оператор автоматических линий |
Физические единицы, станки |
3-5 |
4 |
Слесарь – ремонтник |
УРЕ |
400 |
5 |
Электрик – ремонтник |
УРЕ |
600 |
6 |
Смазчик |
УРЕ |
900 |
7 |
Уборщик производственных помещений |
м2 |
550 |
ПРИЛОЖЕНИЕ 15: Рекомендуемые нормы управляемости для руководителей участка
№ |
Категория работника |
Единица измерения |
Норма на одного работника |
1 |
Мастер |
Количество рабочих |
Не менее 25 |
2 |
Старший мастер |
Количество мастеров |
Не менее 3 |
3 |
Начальник участка |
Количество старших мастеров |
Не менее 2 |
4 |
Ученик-нарядчик |
Количество рабочих |
75 |
ПРИЛОЖЕНИЕ 16: Образец оформления титульного листа курсовой работы
МИНИСТЕРСТВО ОБРАЗОВНИЯ И НАУКИ РОССИЙСКОЙ ФЕДЕРАЦИИ
Коломенский институт (филиал)
федерального государственного бюджетного образовательного учреждения
высшего профессионального образования
«МОСКОВСКИЙ ГОСУДАРСТВЕННЫЙ ОТКРЫТЫЙ УНИВЕРСИТЕТ
имени В.С. Черномырдина»
Экономический факультет
Кафедра «Менеджмент»
Специальность 220201 УИТС
КУРСОВАЯ РАБОТА
По дисциплине: «Организация и планирование производства»
«Организация и планирование труда и
производства на однопредметной прерывно-
поточной линии в механическом цехе
машиностроительного предприятия»
Студент группы И - 41 _____________________________ /Иванов А.А./
(подпись)
Руководитель к.э.н., доцент _____________________________ /Петров В.Н./
(подпись)
г. Коломна 2012 г.
ПРИЛОЖЕНИЕ 17: Образец оформления задания на курсовую работу
А)Лицевая сторона
МИНЕСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ РОССИЙСКОЙ ФЕДЕРАЦИИ
Коломенский институт (филиал)
федерального государственного бюджетного образовательного учреждения
высшего профессионального образования
«МОСКОВСКИЙ ГОСУДАРСТВЕННЫЙ ОТКРЫТЫЙ УНИВЕРСИТЕТ
имени В.С. Черномырдина»
Факультет экономический
Кафедра «Менеджмент»
Специальность___________________________________________
ЗАДАНИЕ НА КУРСОВУЮ РАБОТУ
По___________________________________________________________________________
(наименование дисциплины)
Студенту _____________курса, группы _____________________________формы обучения
_____________________________________________________________________________
(фамилия, имя, отчество)
Тема задания__________________________________________________________________
Дата выдачи задания______________________
Срок представления к защите ______________
Исходные данные к курсовой работе:
_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
Б) Оборотная сторона
Объем курсовой работы:
1. Расчетно-пояснительная записка
______________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________
2. Графическая часть
________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________
ЗАДАНИЕ ВЫДАЛ
Преподаватель __________________________________ /___________________/
(подпись) (фамилия, инициалы)
Студент __________________________________ /___________________/
(подпись) (фамилия, инициалы)
ПРИЛОЖЕНИЕ 18: Образец реферата курсовой работы
Реферат
Курсовая работа, 32 страницы, 10 таблиц, 2 рисунка, 36 формул, 21 источник литературы, 3 приложения.
ОРГАНИЗАЦИЯ ПРОИЗВОДСТВА, ТИП ПРОИЗВОДСТВА, МАССОВОЕ ПРОИЗВОДСТВО, ОДНОПРЕДМЕТНАЯ ПРЕРЫВНО – ПОТОЧНАЯ ЛИНИЯ, АКТ ВЫПУСКА, ЗАГРУЗКА ОБОРУДОВАНИЯ, МЕЖОПЕРАЦИОННЫЕ ОБОРОТНЫЕ ЗАДЕЛЫ, ПЛАНИРОВКА УЧАСТКА, ЯВОЧНАЯ И СПИСОЧНАЯ ЧИСЛЕННОСТЬ ПЕРСОНАЛА, ОСНОВНЫЕ ФОНДЫ, АМОРТИЗАЦИОННЫЕ ОТЧИСЛЕНИЯ, ЗАРАБОТНАЯ ПЛАТА, ПРЯМЫЕ ЗАТРАТЫ, СМЕТА КОМПЛЕКСНЫХ РАСХОДОВ, КАЛЬКУЛЯЦИЯ СЕБЕСТОИМОСТИ.
Объект исследования – организация производственного процесса на однопредметной прерывно – поточной линии.
Цель курсовой работы – рациональная организация производства деталей «Кронштейн» на однопредметной прерывно – поточной линии.
Методическая и теоретическая база – учебники, учебные и методические пособия, справочная литература по вопросам организации производства в машиностроении, курс лекций, межотраслевые инструкции по расчету производственных мощностей металлообрабатывающих предприятий.
Практическая значимость работы заключается в определении оптимального состава оборудования и его оптимальной загрузки, рациональной планировки линии, определении оптимальной численности промышленно – производственного состава работающих, рациональной организации труда и производства на линии, обеспечивающих минимальную себестоимость изготовляемой на линии продукции и оптимальные показатели работы линии.
Приложение 19: Применение программных средств для автоматизации процесса вычислений и планирования участка цеха
В процессе выполнения курсовой работы можно использовать следующие программы:
Microsoft Office Word (создание, редактирование отчета)
Microsoft Office Excel (создание, редактирование таблиц, вычисление табличных данных, рисование графиков и диаграм).
MathCad (вычисление табличных данных, отдельных формул, рисование гарфиков).
Компас (рисование схем и планов).
Microsoft Visio (блок-схемы, планы, бизнес-процессы).
Прграммы, перечисленные выше являются платными, но их можно заменить бесплатными аналогами:
Open Office Writer
Open Office Calc
SMath Studio Desktop
Microsoft Paint, Paint.NET, любой другой графический или векторный редактор.
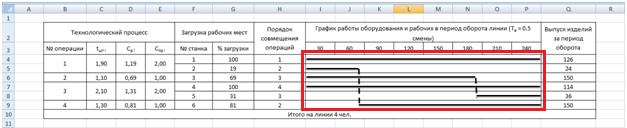
Создание таблицы в Microsoft Excel 2007 на примере рис 2.1 Стандарт-план работы ОППЛ:
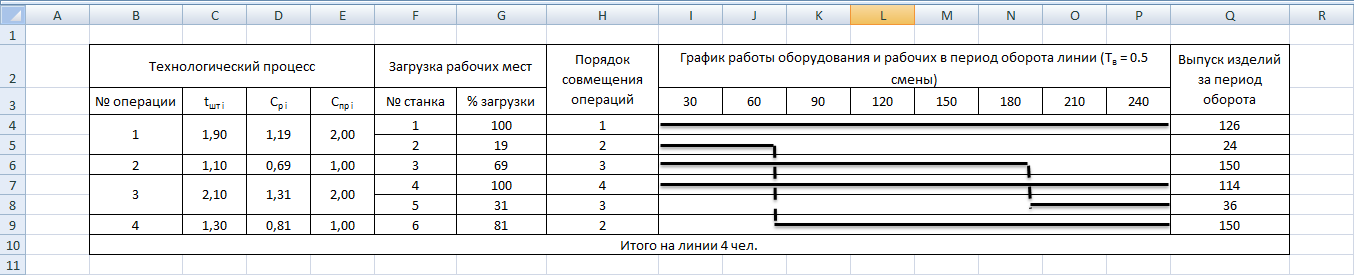
Технологический процесс |
Загрузка рабочих мест |
Порядок совмещения операций |
График работы оборудования и рабочих в период оборота линии (Tв=0.5 смены) |
Выпуск изделий за период оборота |
||||||||||||||||
№ операции |
tшт.i |
Cр.i |
Cпр.i |
№ станка |
% загрузки |
30 |
60 |
90 |
120 |
150 |
180 |
210 |
240 |
|||||||
1 |
1.9 |
1.19 |
2 |
1 |
100 |
Вып. 1-м |
|
126 |
||||||||||||
2 |
19 |
Вып. 2-м |
|
24 |
||||||||||||||||
2 |
1.1 |
0.69 |
1 |
3 |
69 |
Вып. 3-м |
|
150 |
||||||||||||
3 |
2.1 |
1.31 |
2 |
4 |
100 |
Вып. 4-м |
|
114 |
||||||||||||
5 |
31 |
Вып. 3-м |
|
36 |
||||||||||||||||
4 |
1.3 |
0.81 |
1 |
6 |
81 |
Вып. 2-м |
|
150 |
||||||||||||
Итого на линии 4 чел. |
||||||||||||||||||||


Создание формул:
В Excel для упрощения вычислений можно создавать собственные формулы. Формулы могут автоматически заполнять ячейки таблицы на примере введенных данных. Для создания формулы выделите ячейку, в строке ячейки наберите знак «=», после него введите формулу, как показано на рисунке ниже:
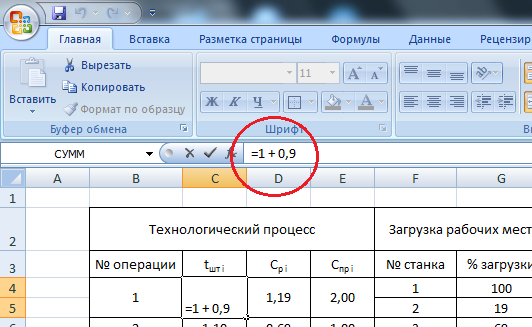
В формулы можно подставлять значения других ячеек таблицы. Для этого вместо числа вставьте в формулу координаты ячейки (например, «= B4 + 0,9»). Эта формула означает, что к ячейе на пересечении столбца B и строки 4 будет прибавлено число 0,9. Результат вы увидите в ячейке, строку которой редактируете в данный момент.
Использование встроенных функций:
Excel имеет огромный набор встроенных функций, облегчающих работу с таблицами и автоматизирующих процесс вычислений.
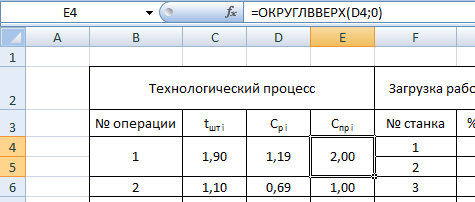
В данном примере используется функция ОКРУГЛВВЕРХ, округляющая указанное число в большую сторону. Первый параметр функции указывает, какое число округлять (в данном случае, данные из ячейки D4 – число 1,19). Второй параметр указывает до какого разряда производить округелние. Для округления до целого числа введите 0 вместо второго параметра. На картинке наглядно показано, как число 1,19 из ячейки D4 округляется до числа 2.
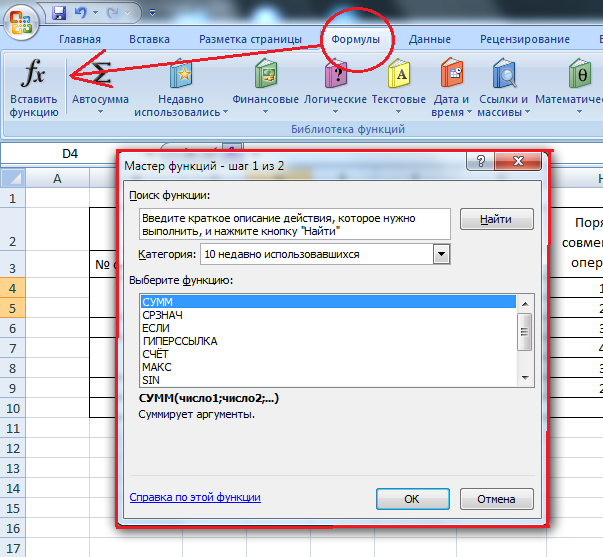
Весь список функций Excel и их описания можно найти в мастере функций:
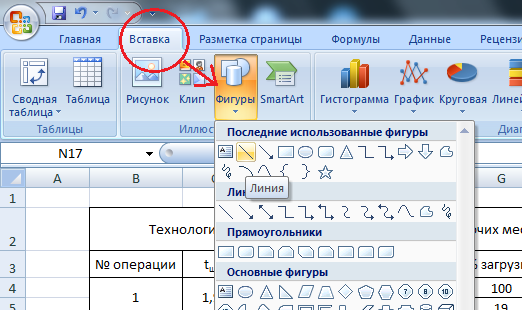
Рисование произвольных фигур:
С помощью Excel можно рисовать различные графики и фигуры, например график из нашей таблицы:
Для рисования линий, фигур и графиков используются автофигуры Excel:
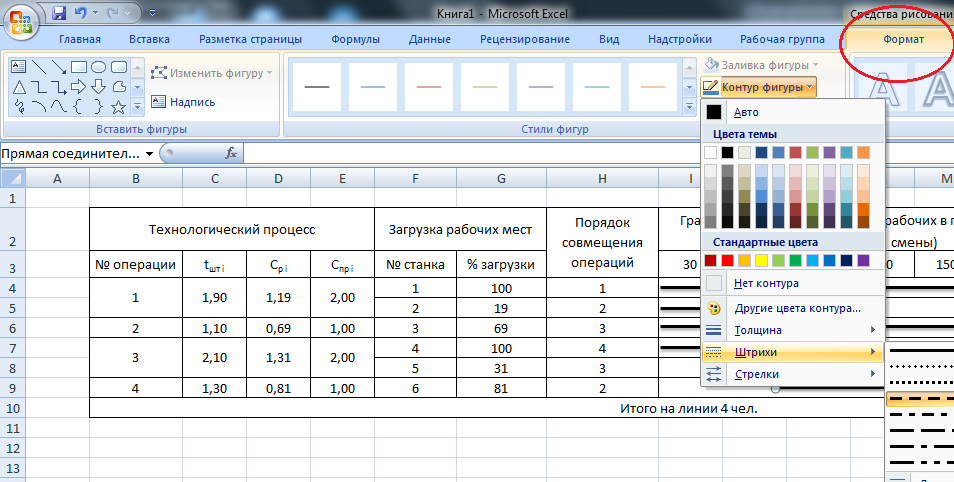
Чтобы изменить внешний вид фигуры на экране, нужно выделить ее и использовать появившееся меню Формат:
Таблицу, нарисованную в Excel можно легко перенести в Microsoft Word. Для этого нужно просто скопировать ее (Ctrl+C или из контекстного меню) и вставить в ваш документ:
Технологический процесс |
Загрузка рабочих мест |
|||||
№ операции |
tшт i |
Cр i |
Cпр i |
№ станка |
% загрузки |
|
1 |
1,90 |
1,19 |
2,00 |
1 |
100 |
|
2 |
19 |
|||||
2 |
1,10 |
0,69 |
1,00 |
3 |
69 |
|
3 |
2,10 |
1,31 |
2,00 |
4 |
100 |
|
5 |
31 |
|||||
4 |
1,30 |
0,81 |
1,00 |
6 |
81 |
|
Таблица не должна быть длиннее листа А4, чтобы уместиться в отчете.
Microsoft Excel и его автофигуры можно использовать для рисования планов, таких как «Рис.3.1 Планировка участка механообрабатывающего цеха».
Использование программных средств для упрощения расчетов:
В расчетах по курсовой работе поможет математическая программа MathCAD. Ее можно использовать в качестве калькулятора и расчетного листа одновременно.
Создание чертежей и планов:
Планы помещений легко создаются с помощью программы Microsoft Visio 2010:
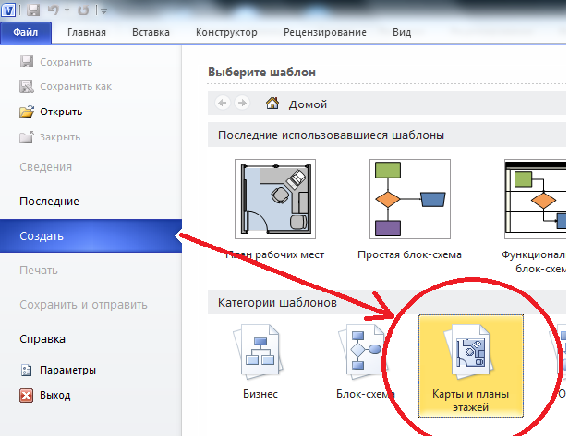
Microsoft Visio очень прост в обращении, для рисования плана перебазируйте элементы (такие, как стены, двери или окна) из меню слева на план. Отсутствующие в Visio элементы, например, станки, можно подобрать из электроннго текста данной методички. Для этого нужно выделить нужный элемент в таблице 3.1, скопировать его (Ctrl+C или с помощью контекстного меню) и вставить в план Visio.
Опытные пользователи могут использовать для рисования планов такие программы, как Compas, ArhiCAD, AutoCAD.