

2.4.2 Проектирование конструкций панелей кессона
Выбор типа панелей будет обусловлен рядом факторов:
- из соображений простоты обеспечения герметизации и высокого качества поверхности выгодны монолитные панели, не имеющие продольных швов крепления набора, а также клеесварные и клее -клепаные панели. Применение монолитных оребренных прессованных панелей, обработанных механически, дает значительную экономию в массе за счет использования полуфабрикатов с более высокими механическими показателями, а также за счет уменьшения ослабления отверстиями и отсутствия крепежа набора. При этом снижается трудоемкость изготовления набора крыла за счет уменьшения количества сборочно-клепальных работ. Но в то же время, если на панели возникла трещина, то она распространяется по всей панели. Поэтому, для повышения ресурса конструкции, нижнюю растянутую обшивку выполняют из нескольких параллельно работающих панелей. В случае появления трещины, которая доходит только до конца одной панели, конструкция продолжает работать;
- из соображений повышения сопротивления усталости и надежности могут оказаться выгоднее клепаные панели, особенно монолитно-сборного типа, в которых механически обработанные стрингеры крепятся к панелям, изготовленным из крупногабаритных катаных плит.
Панели обработаны вдоль и поперек размаха и имеют утолщения для крепления стрингеров, лонжеронов и в местах восприятия сосредоточенных сил. По общему ресурсу эти панели примерно одинаковы с монолитными, но имеют преимущества с точки зрения требований безопасности при частичном разрушении, что объясняется их большой расчлененностью. Для создания того же уровня безопасности у монолитных панелей должно быть выполнено большое количество продольных швов, т. е. сами панели должны быть узкими. Недостатком монолитно-сборных панелей является большой объем крепежных деталей и большое количество отверстий для них. Это затрудняет герметизацию и требует дополнительных мер для снижения концентрации напряжений у отверстий. В то же время заклепочные швы могут служить ограничителем трещин. Трещина доходит только до линии заклепок, ее ограничителем является даже цельный материал на линии заклепок.
Выбор конструкции стрингеров
В конструкциях крыльев современных самолетов в качестве стрингеров применяют прессованные профили постоянного сечения по размаху. На рисунке 10 приведены виды типовых профилей, чаще всего применяемых для стрингеров крыла. Для лонжеронных крыльев обычно используются профили типа приведенных на рисунке 10 , а. Недостатком этих профилей является склонность к закручиванию при потере устойчивости, что создает в обшивке незначительные изгибные деформации. В этом отношении выгоднее профили, главная ось инерции которых проходит через ось заклепочного шва, тогда стрингер не закручивается под осевой нагрузкой (рисунок 10, б, в). Но такие профили редко используются в лонжеронном крыле, где не требуется большой несущей способности.
Закрытый профиль (см. рисунок 10, б) имеет наиболее высокие характеристики устойчивости (из-за образования совместно с обшивкой замкнутого контура). Его недостатком являются наличие двух рядов заклепочных швов, что утяжеляет конструкцию.
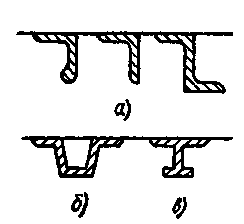
Рисунок 10 - Типовые стрингеры
Изменять площадь сечения стрингеров вдоль размаха приходится скачками, путем уменьшения количества стрингеров в сечении. При этом надо стремиться к постепенному уменьшению указанного количества стрингеров с тем, чтобы не было резкого перепада жесткостей. Как правило, из компоновочных соображений не удается устанавливать стрингеры по линии постоянного процента хорд в разных сечениях. Поэтому стрингеры подходят к сечениям с переменными малками. Проводить специальную малковку стрингерного набора технологически трудно. В связи с этим в процессе "сборки панелей крыла со стрингерами последние закручивают на сответствующие углы так, чтобы обеспечить их переменную "малку в разных сечениях крыла. Обычно в большинстве крыльев стрингеры ставят на равном расстоянии
друг от друга. Расстояние определяется потребными несущими свойствами панели. Из соображения технологии сборки стрингеры выгоднее располагать параллельно одному из лонжеронов (чаще это бывает задний лонжерон или стенка). По размаху стрингеры выполняют из целых профилей, разъемы осуществляют только у усиленных нервюр и в случаях излома продольного набора.
Вывод: из условия обеспечения ресурса, панели изготавливают из стандартного листа из условия обеспечения минимальной массы и невозможности обработки фрезерованием толщины менее 3мм. Форма поперечного сечения стрингеров - как показано на рисунке 10,а. (Бульбообразный уголок.)