3.Техническое описание моделей
Костюм женский состоит из жакета и платья. Для повседневной носки в весенне-летний период.
Жакет
Модель 1
Жакет женский для повседневной носки, младшей возрастной группы. Выполнен из плотной цветной джинсовой ткани-стрейч.
Изделие прямого силуэта с рельефами. Застежка центральная на металлических кнопках. Воротник отложной. Рукава втачные двухшовные, оформлены манжетой, которая застегивается на пуговицу. Длина изделия выше уровня талии.
Модель 2
Отличается от модели 1 длиной до середины бедра, рукав длиной до локтя.
Модель 3
Отличается от моделей 1 и 2 воротником-стойка. Рукава втачные двухшовные, оформлены манжетой, которая застегивается на пуговицу
Платье
Модель 1
Платье женское повседневное для младшей возрастной группы прилегающего силуэта, за счет рельефов спереди и сзади. Платье выполнено из однотонного джинса, на брителях. Верх изделия оформлен притачной планкой. По низу изделия воланы с декоративным бантом. Длина изделия чуть выше уровня колен. Изделие застёгивается на молнию в боковом шве.
Модель 2
Отличается от модели 1 наличием одного волана.
Модель 3
Отличается от модели 1 и 2 оформлением бретелей.
4. Выбор методов обработки и оборудования
Выбор методов обработки и оборудования должны быть тесно связаны с назначением модели и пошивочными свойствами материалов, применяемых для его изготовления. При выборе методов обработки сопоставляют различные варианты, которые должны обеспечивать высокое качество продукции и минимальную трудоемкость.
Технологические условия на выполнение машинных работ:
- все строчки выполнены в цвет ткани;
- номер ниток, машинные иглы и частота стежков строчек соответствуют толщине ткани и характеру выполняемых операций.
Машинные стежки и строчки выполнены на швейных машинах. Иглы № 90.
Под влажно-тепловой обработкой швейных изделий понимается специальная обработка деталей, изделия влагой, теплом и давлением посредством специального оборудования. ВТО производится в процессе обработки изделия и при отделке готового изделия. Основным оборудованием для влажно-тепловой обработки в производстве одежды по индивидуальным заказам являются утюги и прессы. В процессе изготовления данного комплекта ВТО выполнена глажением. При выборе методов обработки жакета и платья важно учитывать свойства материалов пакета изделия, а также рекомендуемое для изготовления данной группы изделий оборудование.
Эффективность технологических процессов в большей степени зависит от принятых методов обработки и оборудования.
Выбранные методы обработки должны обеспечивать высокое качество, минимальную затрату времени изготовления изделия и давать возможность максимально использовать оборудование и приспособления малой механизации.
Для обработки жакета и платья выбор методов обработки осуществляется с учетом основных направлений совершенствования техники, прогрессивной технологии, опыта работы современных швейных предприятий.
Важнейшей задачей является подход к выбору методов обработки с учетом следующих основных факторов: высокое качество, максимальная экономичность, пригодность для выбранных материалов и конкретных производственных условий.
Предлагаемые методы обработки отражают прогрессивную технологию в области изготовления женской одежды, соответствуют современным стандартам качества, предусматривают экономию ресурсов предприятия, снижают затраты времени на обработку изделия и облегчают выполнение сложных операций без ухудшения эстетических свойств.
Порядок выполнения операций приводит к облегчению труда и улучшению качества готового изделия.
Таблица 4.1 - Параметры образования клеевых соединений деталей изделия
Назначение клеевого соединения |
Клеевой материал (артикул) |
Вид клеящего вещества |
Режимы склеивания |
||
Температура прессующей поверхности, оК (оС) |
Время прессования (сек) |
Давление прессования МПа |
|||
1 |
2 |
3 |
4 |
5 |
6 |
Дублирование верхнего воротника, манжет |
Нетканное полотно (прокламелин) |
ПА-12/6/6,6 регулярное точечное покрытие |
150-160 |
15-30 |
0,03-0,05 |
Таблица 4.2 Характеристика оборудования.
Класс машины, предприятие - изготовитель |
Назначение |
Частота вращения главн. вала, об/мин |
Длина стежка |
Дополнительные сведения |
483 кл. «Пффаф» |
Стачивающая машина, одноигольная, челночного стежка, с нижним транспортером, с механизмами обрезки ниток, подъема лапки, закрепки начала и конца строчки и приспособления для настрачивания и втачивания рюш и воланов |
5000 |
4,5;6,0 |
Величина сборки регулируется на экране |
487 кл. «Пфафф» Подкласс: |
Стачивающая, одноигольная, с нижним и верхним траспортером ткани и механизмами автоматической обрезки ниток, подъема и опускания лапки, закрепки начала и конца строчки. А)для обтачивания воротника с обрезкой края Б)для обработки застежки «молния» В)для обработки пояса |
5000 |
4,5;6,0 |
|
9632 кл. «Маузер – специаль» |
Машина двух игольная, стачивающе – обметочного стежка 5-ти ниточного, цепного, с механизмами для обрезки ниток и подъема лапки |
8500 |
|
3 петлителя ширина шва 10 мм |
3116 кл «Пфафф» |
Машина одноигольная челночного зигзагообразного стежка для обметывания петель, с механизмами для автоматического подъема лапки и обрезки ниток |
2500 |
Длина петли от 6,4 до 19-22 мм |
|
3306 кл. «Пфафф» |
Полуавтомат цепного стежка для пришивания пуговиц с 2-мя и 4-мя отверстиями и сферических. |
1800 |
14 стежков |
|
335 кл. «Минерва» Чехословакия |
Машина зигзагообразной строчки для обработки срезов (рюш, воланов), одноигольная, челночного стежка, снабжена механизмом обратного хода.
|
До 550 стежков в 1 мин. |
Длина 0,5; 2,5; 4,5; ширина 2,0; 4,5; 6,0; 8,0; 7,0 |
|
Таблица 4.3 Характеристика оборудования для ВТО
Марка утюга, пресса |
Максимальное усилие прессования или масса утюга, кг. |
Вид нагрева |
Дополнительные сведения |
1 |
2 |
3 |
4 |
Парогенератор SILTER SPR/MN 2035 |
- |
электрический |
Емкость 3.5л. Нагрев бойлера 1250Вт, давление пара 2,5Bar, продолжительность работы не менее 5часов. |
SILTER STB-2005 (Турция) |
1, 96 |
электропаровой |
нагрев 800Вт, размер подошвы 122 /225мм |
423 кл. АД фирма «Зусман» ФРГ |
|
|
Образовавшийся конденсат плавно стекает в приемник и оттуда с помощью водяного насосо перекачивается в котел Емкость воды – 67 л., Двигатель 220 – 380 л., Производ-ть – 31 л/ мин |
424 кл. «Зусман» |
|
|
Методы обработки жакета
№ п/п |
Наименование соединений обработки |
Схема конструкции соединения |
Наименование соединений обработки |
Тип, класс оборудования, приспособления |
1. |
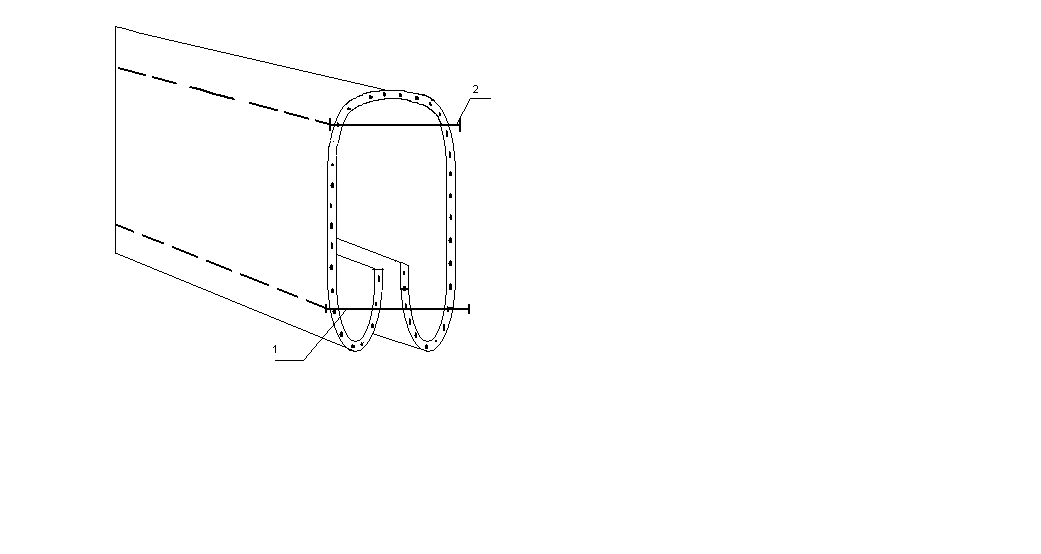
Обработка воротника, борта и соединение их с изделием |
|
1,3,4,7-обтачной 7-8мм 2,6-отделочный 1-2мм 5-стачной 0,5-1см
|
487 кл. «Пфафф», 9632 кл. «Маузер-специаль» |
2. |
Обработка манжет
|
|
1,3-обтачной 7-8мм 2,4-настрочной 1-2мм |
3116 кл. «Пфафф», 3306 кл. «Пфафф», 487 кл. «Пфафф», 9632 кл. «Маузер-специаль» |
3. |
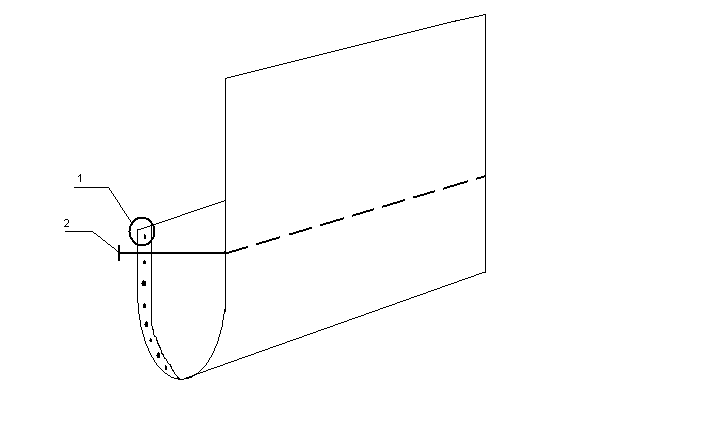
Обработка низа рукава |
|
1- шов вподгибку с закрытым срезом 5мм 2- настрочной 1см 3- настрочной |
487 кл. «Пфафф» |
4. |
Обработка низа жакета |
|
1-настрочной 0,1 см |
487 кл. «Пфафф» |


Методы обработки платья
№ п/п |
Наименование соединений обработки |
Схема конструкции соединения |
Наименование соединений обработки |
Тип, класс оборудования, приспособления |
1 |
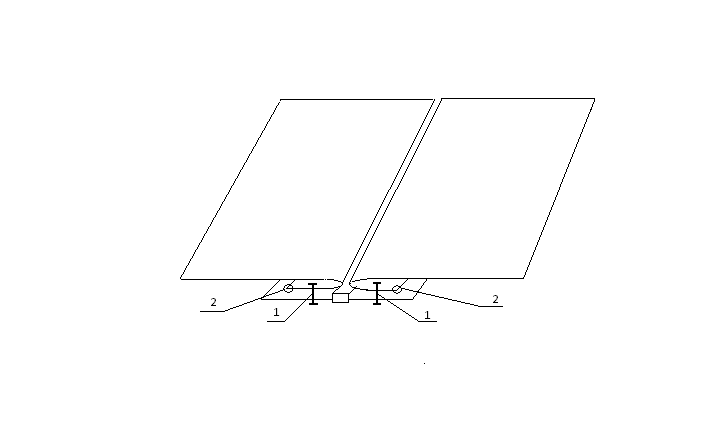
Обработка бретели |
|
1-отделочный-0,5см 2- настрочной отделочный-0,5см
|
487 кл. «Пфафф» |
2 |
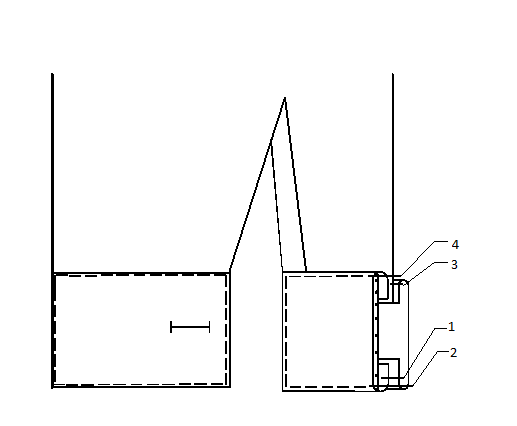
Обработка планки верха |
|
1 – обтачной – 1см; 2 – отделочный – 0,2см; 3 – притачной – 1см; 4 – настрочной отделочный – 0,2см.
|
487 кл. «Пфафф» |
3 |
Обработка волана |
|
1-В подгибку с открытым срезом 2 мм 2-Краеобметочный 5 мм |
9632 кл. «Маузер-специаль» |
4 |
Обработка низа изделия |
|
1 – краеобметочный; 2 – настрочной – 1см |
487 кл. «Пфафф» |
5 |
Обработка застежки-молнии |
|
1-втачной-0,5см 2-краеобметочный |
487 кл. «Пфафф» |