

IV. Контроль прочности шатуна при помощи приемочной контрольной карты
Гост р 50779.43-99
Приемочные контрольные карты предназначены для оценки влияния особых причин на внутривыборочную статистику и приемку технологического процесса как управляемого по заданной вероятности брака в каждой отдельной партии.
Приемочная контрольная карта по количественному признаку – зависимость среднего арифметического от номера партии или времени взятия выборки.
Рассчитать параметры приемочной контрольной карты для технологического процесса изготовления шатуна определенной шероховатости (32±4).
σо=1,1
ро=0,5% - процесс принимается
р1=2,5% - процесс бракуется
Расчет:
Рассматриваем случай для двустороннего симметричного допуска.
![]() относительно
относительно
![]()
![]() относительно
относительно
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
Поскольку α и β не заданы, принимаем α= β
![]()
![]()
![]()
![]()
![]()
Принимаем
α= β=0,11
![]()
![]()
![]()
Проведем контроль технологического процесса для следующих данных:
Таблица 4.1.
|
Х1 |
Х2 |
Х3 |
Х4 |
Х5 |
Х6 |
Х7 |
Х8 |
1 |
32,858 |
35,458 |
34,781 |
31,086 |
32,827 |
33,6 |
31,168 |
31,102 |
2 |
30,391 |
33,849 |
31,266 |
34,923 |
29,889 |
30,564 |
32,697 |
29,04 |
3 |
29,04 |
30,58 |
33,896 |
31,403 |
37,557 |
32,38 |
36,042 |
31,032 |
4 |
34,57 |
35,353 |
32,073 |
32,888 |
37,674 |
34,286 |
31,527 |
33,028 |
Продолжение табл. 4.1.
Х9 |
Х10 |
Х11 |
Х12 |
Х13 |
Х14 |
Х15 |
Х16 |
Хср |
34,471 |
30,319 |
26,151 |
32,683 |
30,588 |
34,157 |
33,376 |
30,726 |
32,209 |
36,311 |
35,469 |
39,768 |
33,922 |
32,099 |
34,497 |
31,911 |
32,664 |
33,079 |
30,266 |
31,378 |
33,386 |
32,019 |
34,655 |
34,911 |
31,235 |
31,324 |
32,57 |
34,926 |
34,395 |
28,79 |
27,559 |
32,795 |
35,534 |
36,031 |
31,984 |
33,338 |
Контрольная карта имеет вид:
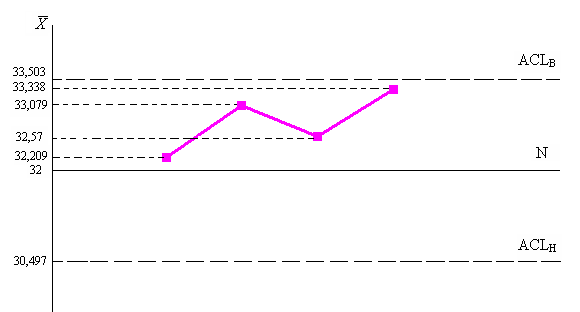
Рис.4.1. Контрольная карта среднего арифметического
Вывод: Поскольку на контрольной карте нет выбросов за ACL, то все 4 партии принимаются как годные и процесс считается статистически управляемым.
V. Контроль прочности шатуна при помощи карты среднего арифметического с предупреждающими границами
Гост р 50779.41-96
Контрольная карта среднего арифметического с предупреждающими границами предназначена для регистрации малых сдвигов технологических процессов по среднему. Цель – регулирование технологического процесса, при котором выборочное среднее будет иметь минимальное отклонение от желаемого уровня (номинального значения).
Рассматривается изготовление шатуна определенной шероховатости отверстий головок:
Номинальное значение – 32
Верхняя граница – 36
Нижняя граница – 28
Максимальный нежелательный уровень несоответствий – 2%
СКО – 1,1
1) Расчет недопустимого уровня технологического процесса:
![]()
![]()
![]() 1-2p=1-2*2%=0,96
1-2p=1-2*2%=0,96
![]()
![]()
2) Выбор возможных вариантов плана контроля:
Таблица 5.1.
№ плана |
|
K |
B1 |
B2 |
L0 |
L1 |
L0/ L1 |
1 |
2,3 |
4 |
2,75 |
1,75 |
335,1 |
2,6 |
128,9 |
2 |
3,26 |
3 |
3,25 |
1,25 |
618,6 |
1,8 |
343,7 |
3 |
2,73 |
4 |
3 |
1,5 |
730,9 |
2,3 |
317,8 |
4 |
2,91 |
2 |
2,75 |
1 |
41,7 |
1,4 |
29,8 |
![]() ;
;
![]()
3)
Поскольку
![]() >
32 выбираем план с минимальным L1,
т.е. 2-ю строку в таблице (2-ой план).
>
32 выбираем план с минимальным L1,
т.е. 2-ю строку в таблице (2-ой план).
4) Проанализируем технологический процесс для следующих данных:
Таблица 5.2.
|
Х1 |
Х2 |
Х3 |
Х4 |
Х5 |
Х6 |
Х7 |
Х8 |
1 |
32,858 |
35,458 |
34,781 |
31,086 |
32,827 |
33,6 |
31,168 |
31,102 |
2 |
30,391 |
33,849 |
31,266 |
34,923 |
29,889 |
30,564 |
32,697 |
29,04 |
3 |
29,04 |
30,58 |
33,896 |
31,403 |
37,557 |
32,38 |
36,042 |
31,032 |
4 |
34,57 |
35,353 |
32,073 |
32,888 |
37,674 |
34,286 |
31,527 |
33,028 |
5 |
32,025 |
33,012 |
34,441 |
32,909 |
31,608 |
31,01 |
27,559 |
32,999 |
6 |
28,589 |
37,007 |
32,353 |
33,253 |
37,73 |
35,625 |
36,057 |
33,115 |
Продолжение табл. 5.2.
Х9 |
Х10 |
Х11 |
Х12 |
Х13 |
Х14 |
Х15 |
Х16 |
Хср |
34,471 |
30,319 |
26,151 |
32,683 |
30,588 |
34,157 |
33,376 |
30,726 |
32,209 |
36,311 |
35,469 |
39,768 |
33,922 |
32,099 |
34,497 |
31,911 |
32,664 |
33,079 |
30,266 |
31,378 |
33,386 |
32,019 |
34,655 |
34,911 |
31,235 |
31,324 |
32,57 |
34,926 |
34,395 |
28,79 |
27,559 |
32,795 |
35,534 |
36,031 |
31,984 |
33,338 |
31,063 |
33,348 |
35,425 |
32,782 |
26,151 |
34,943 |
25,639 |
31,138 |
31,628 |
29,04 |
33,346 |
28,79 |
30,71 |
25,639 |
34,231 |
34,587 |
32,407 |
32,655 |
![]()
![]() В1=3,25;
В2=1,25;
n=16
В1=3,25;
В2=1,25;
n=16
![]()
![]()
![]()
![]()
![]()
![]()
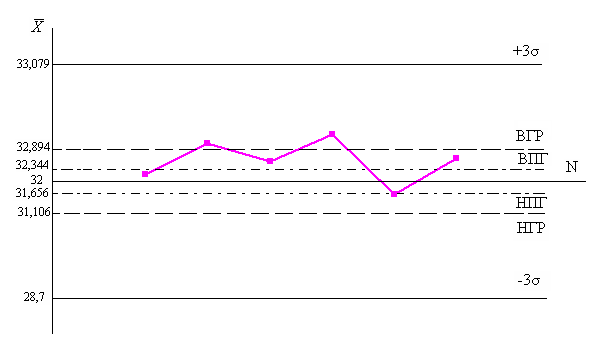
Рис. 5.1. Контрольная карта среднего арифметического
Вывод: После 6-ой выборки необходимо принять решение о наладке процесса, так как 2 и 4-ая (33,079; 33,338) точки выходят за верхнюю границу регулирования, а 3,6-ая (32,57; 32,655) точки находятся в зоне W+ между верхней предупреждающей границей и верхней границей регулирования, 5-ая точка (31,628) находится в зоне W- между нижней предупреждающей границей и нижней границей регулирования. Корректировка должна быть осуществлена немедленно при втором же значении либо больше 35,3, либо меньше 28,7. Таким образом процесс находится в статистически неуправляемом состоянии, т.е. мы должны совершенствовать технологический процесс или пересмотреть план контроля.