

3. Контроль дефектов шатуна (трещины) при помощи np-карты (по альтернативному признаку)
Поскольку задано число дефектов для выборки из 15 изделий и n=const, выбирается биномиальная модель и np - контрольная карта.
Исходные данные:
16 |
2 |
17 |
0 |
18 |
1 |
19 |
2 |
20 |
2 |
21 |
1 |
22 |
2 |
23 |
1 |
24 |
5 |
25 |
0 |
26 |
2 |
27 |
2 |
28 |
1 |
29 |
0 |
30 |
6 |
|
49 |
|
np |
1 |
2 |
2 |
3 |
3 |
0 |
4 |
1 |
5 |
2 |
6 |
3 |
7 |
1 |
8 |
0 |
9 |
4 |
10 |
2 |
11 |
0 |
12 |
1 |
13 |
2 |
14 |
0 |
15 |
1 |
Предварительная контрольная карта:
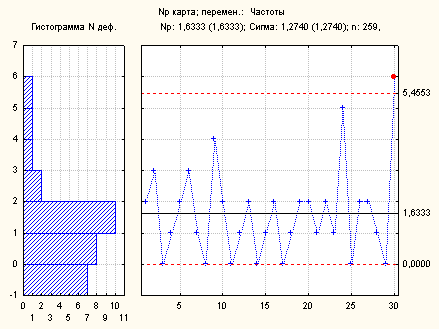
Рис.3.31. Предварительная контрольная np-карта и гистограмма
Примем 30-ю выборку как вышедшую за контрольные пределы вследствие влияния особых причин.
Скорректированная контрольная карта:
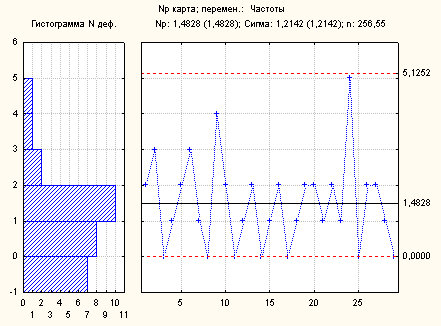
Рис.3.32. Скорректированная контрольная np-карта и гистограмма
Вывод:
так
как выбросы отсутствуют и распределение
точек приблизительно симметрично и
случайно, то полученное значение
![]() можно принять как стандартное и
использовать для дальнейшего контроля.
можно принять как стандартное и
использовать для дальнейшего контроля.
Проверка на выбросы
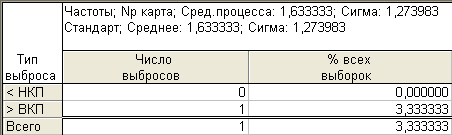
Рис. 3.33. Проверка на выбросы np-карты
1 Выброс за границу ucl до построения скорректированной карты.
Гистограмма
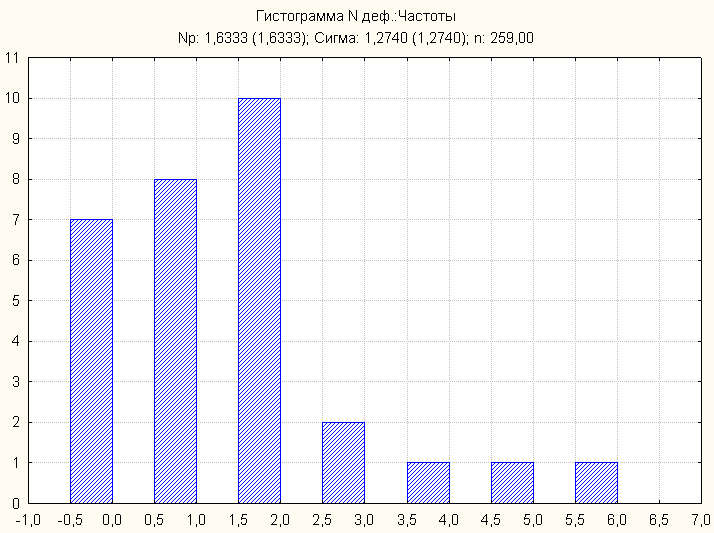
Рис. 3.34. Гистограмма для np-карты
Оперативная характеристика контрольной карты:
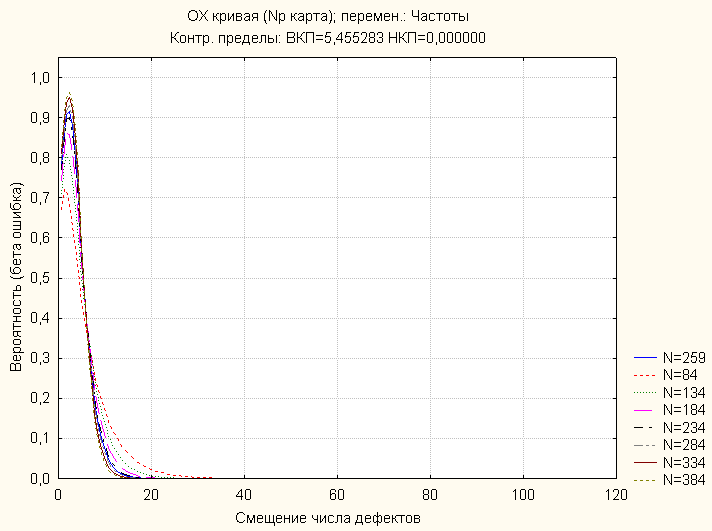
Рис.3.35. Оперативная характеристика np-карты
Проверка нарушения случайности распределения:
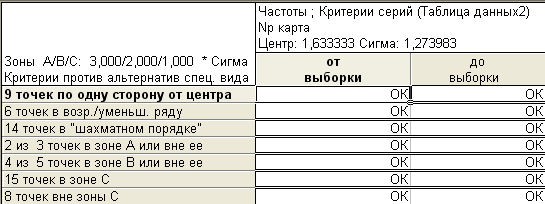
Рис.3.36. Проверка нарушений случайности распределения np-карты
Описание контрольной карты (до корректировки):
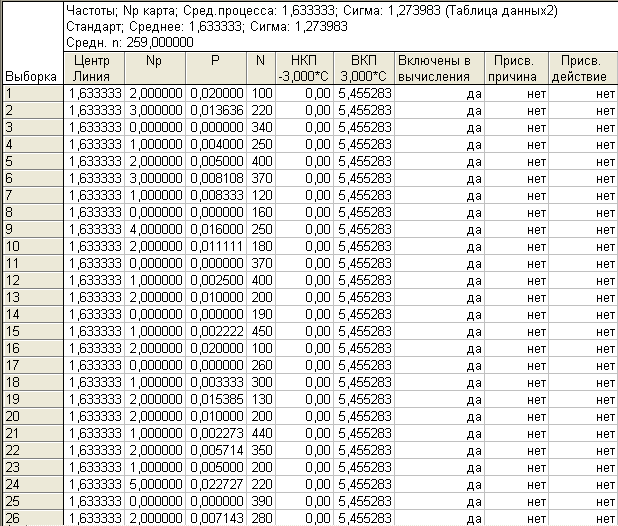
Рис.3.37. Описание контрольной np-карты (до корректировки)
1) Расчет параметров контрольной карты: m=30
![]() ;
;
![]()
![]() -
средняя доля дефектов
-
средняя доля дефектов
![]() ;
;
![]()
![]() ;
;
![]()
![]()
![]() (принимаем
0)
(принимаем
0)
2) Контрольная карта имеет вид:

Рис.3.38. Контрольная np-карта
Примем 30-ю выборку как вышедшую за контрольные пределы вследствие влияния особых причин.
3) Расчет параметров скорректированной контрольной карты: m=29
![]() ;
;
![]()
;
![]()
;
![]()
![]() (принимаем
0)
(принимаем
0)
4) Контрольная карта со скорректированными значениями и границами имеет вид:
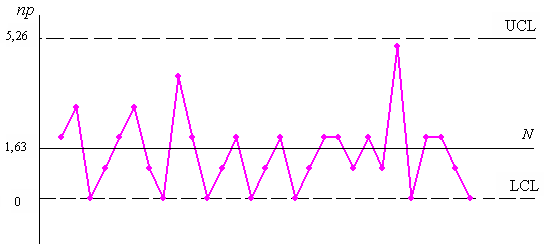
Рис.3.39. Контрольная np-карта со скорректированными значениями
Вывод: так как выбросы отсутствуют и распределение точек приблизительно симметрично и случайно, то полученное значение можно принять как стандартное и использовать для дальнейшего контроля.