

Проверка нарушений случайности распределения:
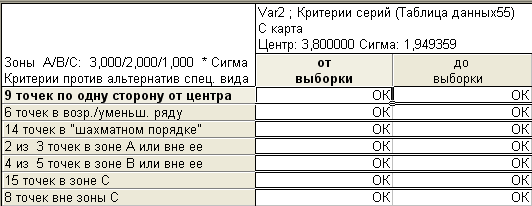
Рис. 3.25. Проверка нарушений случайности распределения для С-карты
Исходные данные для построения Р-карты:
Таблица 3.3.
|
№ выборки |
Объем выборки n |
Число дефектов |
1 |
1 |
200 |
2 |
2 |
2 |
320 |
7 |
3 |
3 |
180 |
5 |
4 |
4 |
450 |
9 |
5 |
5 |
290 |
4 |
6 |
6 |
430 |
6 |
7 |
7 |
400 |
2 |
8 |
8 |
390 |
8 |
9 |
9 |
220 |
5 |
10 |
10 |
230 |
4 |
11 |
11 |
350 |
3 |
12 |
12 |
410 |
5 |
13 |
13 |
340 |
6 |
14 |
14 |
170 |
7 |
15 |
15 |
320 |
9 |
16 |
16 |
480 |
1 |
17 |
17 |
230 |
2 |
18 |
18 |
390 |
4 |
19 |
19 |
150 |
3 |
20 |
20 |
200 |
6 |
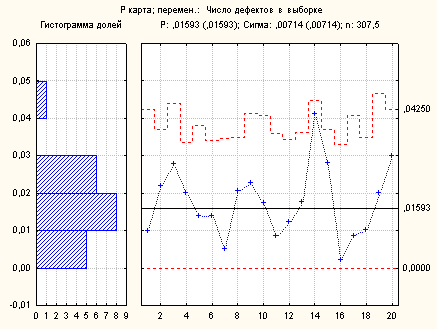
Рис. 3.26. Контрольная Р-карта и гистограмма распределения доли брака
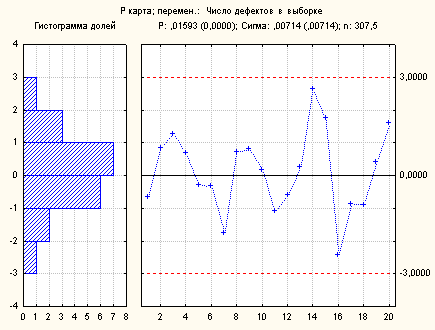
Рис.3.27. Нормализованная контрольная Р-карта и гистограмма
Диаграмма Парето
Таблица 3.4.
|
Дефект |
Число дефектных изделий |
1 |
Сильный износ |
49 |
2 |
Трещины |
30 |
3 |
Ржавчина |
11 |
4 |
Погнутость головки |
20 |
5 |
Сколы |
19 |
6 |
Задиры и царапины на поверхности шатуна |
12 |
7 |
Шум при работе |
14 |
8 |
Прочие |
5 |
Рис. 3.28. Карта Парето
Вывод: на диаграмме виден эффект Парето, т.к. большинство дефектов находится в первых двух категориях. Основная работа должна быть направлена на устранение дефектов в категориях носящих максимальный вклад: сильный износ, трещины и ржавчина.
Анализ технологического процесса для следующих данных:
Таблица 3.5.
|
Х1 |
Х2 |
Х3 |
Х4 |
Х5 |
Хср |
R |
1 |
32,858 |
35,458 |
34,781 |
31,086 |
32,827 |
33,402 |
4,372 |
2 |
33,6 |
31,168 |
31,102 |
34,471 |
30,319 |
32,132 |
4,152 |
3 |
36,580 |
41,552 |
30,588 |
34,157 |
39,092 |
36,3938 |
10,964 |
4 |
30,726 |
30,391 |
33,849 |
31,266 |
34,923 |
32,231 |
4,532 |
5 |
29,889 |
30,564 |
32,697 |
38,748 |
36,416 |
33,6628 |
8,859 |
6 |
35,469 |
39,768 |
33,922 |
32,099 |
34,497 |
35,151 |
7,669 |
|
|
|
|
|
|
33,829 |
6,758 |
1) Расчет среднего арифметического, размаха, общего среднего арифметического и общего размаха:
![]() ;
;
![]() ;
;
![]() ;
;
![]()
где
![]() ,
,
![]() -
среднее и размах i-ой
(i=1,…k)
выборки.
-
среднее и размах i-ой
(i=1,…k)
выборки.
![]() ;
;
![]()
2) Расчет контрольных границ для карты среднего арифметического:
![]() ;
;
![]() ,
,
где А2 – коэффициент для вычисления контрольных границ (фактор, зависящий от n (n=5))
А2 =0,577
![]() ;
;
![]()
3) Расчет контрольных границ для карты размаха:
![]() ;
;
![]() ,
,
Где D3, D4 – коэффициенты для вычисления контрольных границ (факторы, зависящие от n (n=5))
D3 =0; D4=2,114
![]() ;
;
![]()
4) Контрольные карты имеют следующий вид:
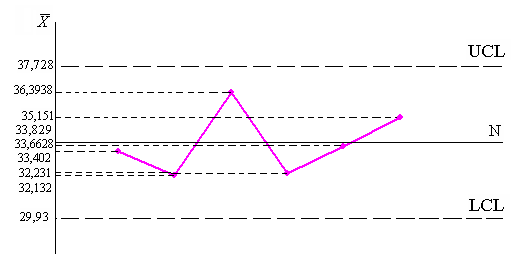
Рис. 3.29. Контрольные карты среднего арифметического
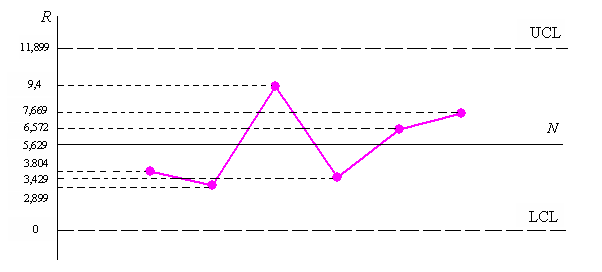
Рис. 3.30. Контрольные карты размаха
Вывод:
В
построенных картах отсутствует выход
результатов за контрольные границы
(нет выбросов), периодичность, приближение
к центральной линии и линейный тренд,
не нарушается случайность распределения
точек, т.е. технологический процесс
находится в статистически управляемом
состоянии. Полученные
![]() и
и
![]() принимаем за стандартные значения и
используем при последующем контроле.
принимаем за стандартные значения и
используем при последующем контроле.