

Сечения гибких сварочных проводов.
Допускаемая величина тока, А |
Сечение проводов, мм² |
|
|
одинарного |
двойного |
100 |
16 |
- |
200 |
25 |
2х10 |
300 |
50 |
2х16 |
400 |
70 |
2х25 |
600 |
95 |
2х35 |
800 |
- |
2х50 |
1000 |
- |
2х70 |
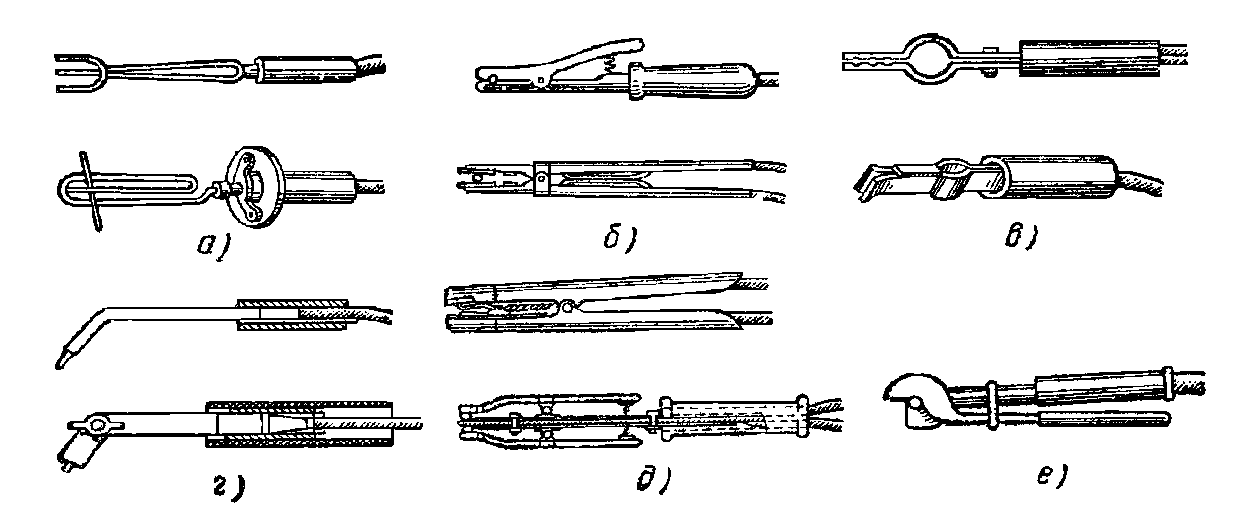
Рис. 1.8. Конструктивные схемы электродержателей для ручной дуговой сварки: а - вилочные, б - пружинные, в - зажимные, г - безогарковые, д - двухэлектродные, е - со стопорным кольцом.

Рис. 1.9. Электродержатель, оборудованный системой
Ручного отключения тока.
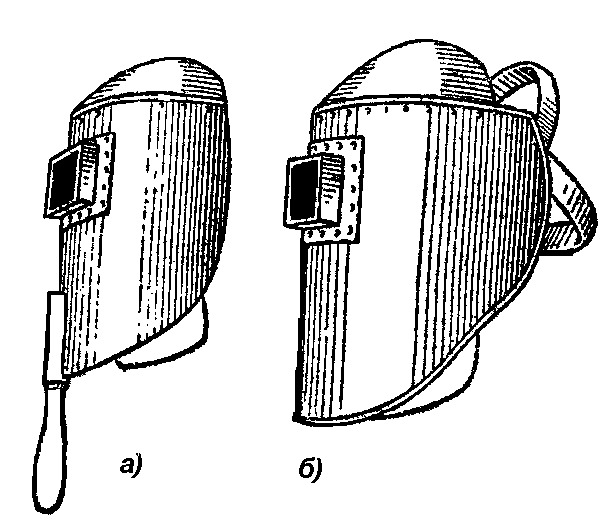
Рис. 1.10. Щиток (а) и маска (б) электросварщика.

Рис. 1.11. Схема устройства маски-каски электросварщика.
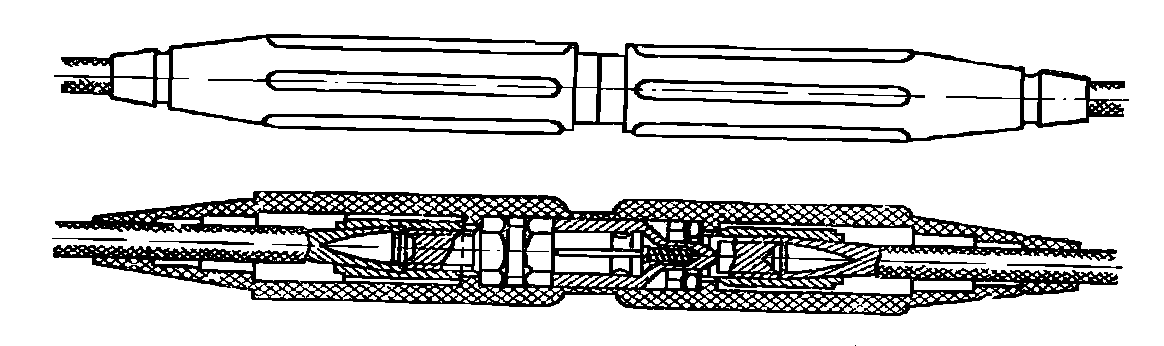
Рис. 1.12. Муфта для соединения сварочных проводов.
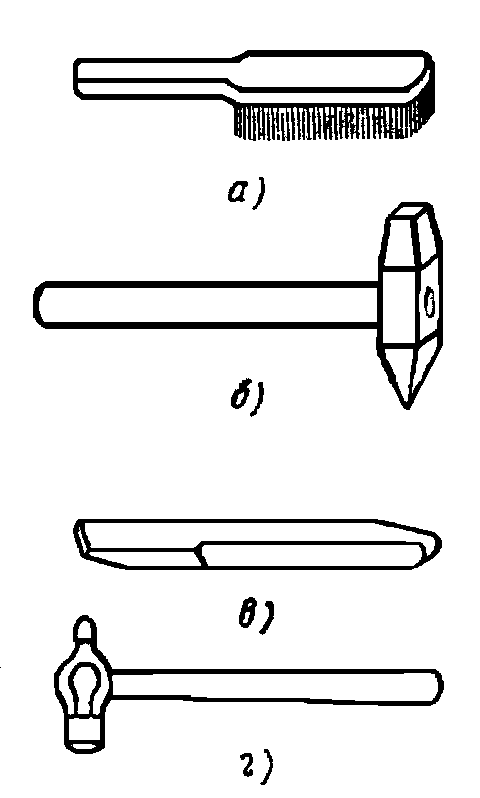
Рис. 1.13. Инструмент электросварщика: а - стальная щетка, б - молоток для сбивания шлака, в - зубило, г - молоток.
Длина проводов от сварочных аппаратов к рабочему месту не должна быть более 30-40 м, так как при большей длине проводов напряжение в них значительно упадет, что приведет к уменьшению напряжения дуги.
Для соединения сварочных проводов применяют специальные муфты (рис. 1.12.)
Вспомогательный инструмент. Стальная щетка (рис.1.13., а) применяется для очистки металла от грязи и ржавчины перед сваркой и шлака после сварки.
Молоток с заостренным концом применяют для отбивки шлака со сварных швов и для поставки личного клейма (рис. 1.13., б), зубило (рис. 1.13., в) применяют для вырубки дефектных мест сварного шва. Для замера геометрических размеров сварных швов электросварщику выдают набор шаблонов, а для клеймения их - стальные клейма.
Спецодежда электросварщика. Спецодежда (куртка и брюки или комбинезон, а так же рукавицы) изготавливаются из плотного брезента, сукна, асбестовой ткани и других материалов. Спецодежда выдается бесплатно в соответствии с нормами и сроками носки. Брюки носят навыпуск, а куртку - не заправляя в брюки. Карманы куртки должны закрываться клапанами, чтобы избежать попадания расплавленного металла. Куртка должна застегиваться на все пуговицы. В резиновой спецодежде, обуви и перчатках, за исключением особенно сложных условий, работать нельзя, так как брызги металла прожигают резину. Головной убор должен быть без козырька, а обувь - на резиновой подошве. В холодное время года разрешается надевать валенки.
Эксплуатация сварочных выпрямителей
Эксплуатация и обслуживание сварочных выпрямителей сводится к тому же, что и сварочные трансформаторы. Особое внимание при этом обращать на работу вентилей и следить за тем, чтобы в них не было пробоя.
1.4. Термическая резка металлов
Термическую резку металлов можно классифицировать по следующим основным признакам:
способу нагрева разрезаемого металла (газовый или электрический), в зависимости от места и среды, где происходит резка металла (резка на земле и под водой);
способу механизации (ручная и механизированная резка);
с применением флюса и без него (газовая и кислородно-флюсовая резка);
характеру удаления металла (разделительная и поверхностная резка);
положению, в котором выполняется резка (нижнем, вертикальном, а иногда в монтажных условиях, потолочном положениях).