

1.2.2. Условные изображения и обозначения сварных соединений и швов
Швы сварных соединений по расположению на чертеже бывают видимые и невидимые. Видимые швы изображают сплошными линиями, а невидимые - штриховыми линиями. Швы сварных соединений внахлест, выполняемые с проплавлением без подготовки кромок, а так же точечные и роликовые швы соединений внахлест и с отбортовкой кромок изображают штрихпунктирными линиями. Швы сварных соединений внахлест, выполняемые в отверстиях, изображают знаком плюс. При изображении швов сварных соединений на подкладке остающуюся подкладку в сечении штрихуют, а шов со стороны подкладки изображают как невидимый.
ГОСТ 2312-68 устанавливает два вида обозначений швов сварных соединений: основные и дополнительные. Основные обозначения наносят на чертежах и других конструкторских документах, а дополнительные (буквенно-цифровые) обозначения применяют при переписке и в нормативно-технической документации. Основные обозначения швов сварных соединений состоят из буквенного обозначения вида, метода сварки, условного графического знака, а так же размера сечения швов в миллиметрах. Дополнительные обозначения швов сварных соединений состоят из буквы, определяющей вид сварного соединения (С - стыковое,
У- угловое, Т - тавровое, Н - внахлест), и цифры, определяющей тип сварного соединения по соответствующему стандарту или нормативно-техническому документу. Перед буквенными обозначениями вида сварки проставляется обозначение способа сварки (Р - ручной, П - полуавтоматический, А - автоматический.
1.3. Оборудование для дуговой, ручной, плавящимся электродом виде сварки
1.3.1. Устройство и обслуживание сварочных трансформаторов
Промышленный переменный ток в России имеет частоту 50 периодов в секунду (50 Гц).
Сварочные трансформаторы служат для преобразования высокого напряжения электрической сети (220 или 380 В) в низкое напряжение вторичной электрической цепи до требуемого для сварки уровня, определяемого условиями для возбуждения и стабильного горения сварочной дуги. Вторичное напряжение сварочного трансформатора при холостом ходе (без нагрузки в сварочной цепи) составляет 60-75 В. При сварке на малых токах (60-100 А) для устойчивого горения дуги желательно иметь напряжение холостого хода 70-80 В.
На (рис.1.4.) приводятся принципиальные схемы трансформаторов с отдельным дросселем. Комплект источников питания состоит из понижающего трансформатора и дросселя (регулятора активной катушки).
Понижающий трансформатор, основой которого является магнитопровод - 3 (сердечник), изготовлен из большого количества тонких пластин (толщиной 0,5 мм) трансформаторной стали, стянутых между собой шпильками. На магнитопроводе - 3 имеются первичная - 1 и вторичная - 2 (понижающая) обмотки из медного или алюминиевого провода.
Дроссель состоит из магнитопровода - 4, набранного из листов трансформаторной стали, на котором расположены витки медного или алюминиевого провода - 5, рассчитанного на прохождение сварочного тока максимальной величины. На магнитопроводе - 4 имеется подвижная часть - 6, которую можно перемещать с помощью винта, вращаемого рукояткой - 7.
Первичная обмотка - 1 трансформатора подключается в сеть переменного тока напряжением 220 или 380 В. Переменный ток высокого напряжения, проходя по обмотке - 1, создает действующее вдоль магнитопровода переменное магнитное поле, под действием которого во вторичной обмотке- 2 индуктируется переменный ток низкого напряжения. Обмотку дросселя - 5 включают в сварочную цепь последовательно со вторичной обмоткой трансформатора.
Величину сварочного тока регулируют путем изменения воздушного зазора - а между подвижной и неподвижной частями магнитопровода - 4 (рис.1.4., а). При увеличении воздушного зазора магнитное сопротивление магнитопровода увеличивается, магнитный поток соответственно уменьшается, а, следовательно, уменьшается индуктивное сопротивление катушки и увеличивается сварочный ток. При полном отсутствии воздушного зазора, а дроссель можно рассматривать как катушку на железном сердечнике, в этом случае величина тока будет минимальной. Следовательно, для получения большей величины тока воздушный зазор нужно увеличить (рукоятку на дросселе вращать по часовой стрелке), а для получения меньшей величины тока - зазор уменьшить (рукоятку вращать против часовой стрелки). Регулирование сварочного тока рассмотренным способом позволяет настраивать режим сварки плавно и с достаточной точностью. Конструкция дросселя со ступенчатым регулированием сварочного тока (рис. 1.4., б) позволяет изменять величину сварочного тока при помощи передвигающегося контакта, путем включения определенного количества витков обмотки. В этом случае регулирование сварочного тока будет ступенчатым. Магнитопровод дросселя в этом случае изготавливают неразъемным, вследствие чего конструкция его значительно упрощается. Современные сварочные трансформаторы типа СТН, ТД, ТС, ТСК, СТШ и другие выпускаются в однокорпусном исполнении.
В 1924 г. Академиком В.П. Никитиным была предложена система сварочных трансформаторов типа СТН, состоящих из трансформатора и встроенного дросселя.
Принципиальная электрическая и конструктивная схема трансформаторов типа СТН в однокорпусном исполнении, а так же магнитная система показаны на (рис.1.5.). Обмотки трансформаторов, типа СТН, изготавливают из медного или алюминиевого проводов с выводами, армированными медью. Величину сварочного тока регулируют с помощью подвижного пакета магнитопровода - 4, путем изменения воздушного зазора - а, винтовым механизмом с рукояткой - 5. Увеличение воздушного зазора при вращении рукоятки - 5 по часовой стрелке вызывает, как и в трансформаторах типа СТЭ с отдельным дросселем, уменьшение магнитного потока в магнитопровод - 6 и увеличение сварочного тока.
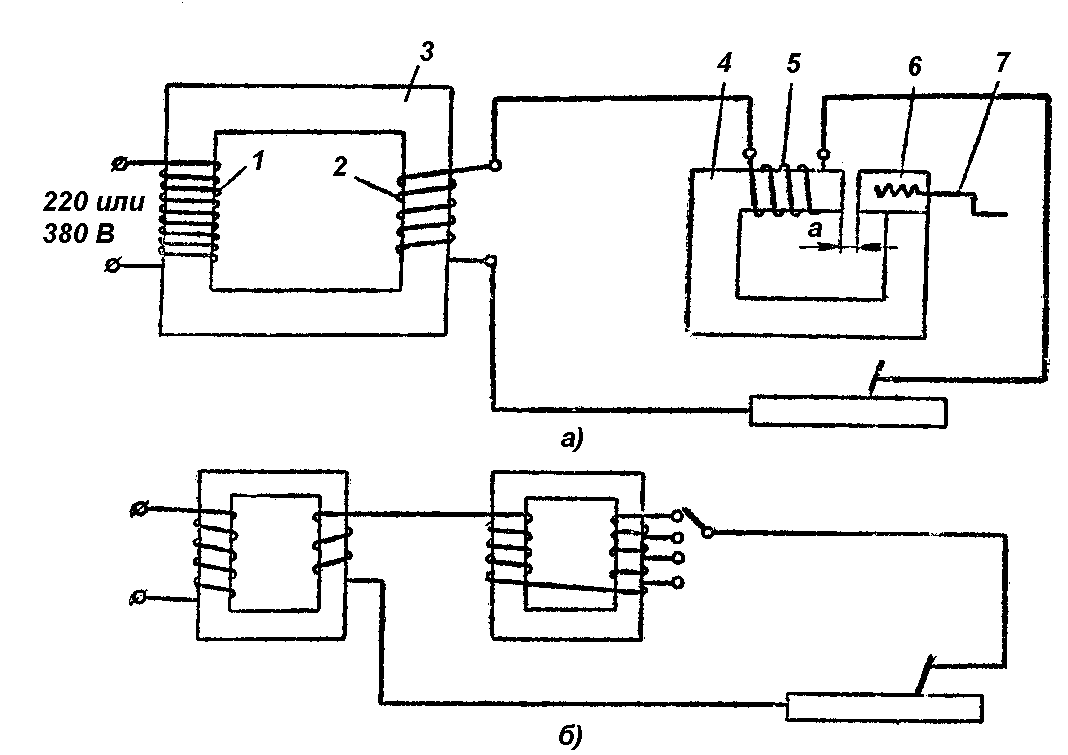
Рис. 1.4. Принципиальная электрическая схема сварочных трансформаторов с отдельными дросселями: а - сварочный ток регулируется изменением воздушного зазора; б - сварочный ток регулируется ступенчато передвигающимся контактом.
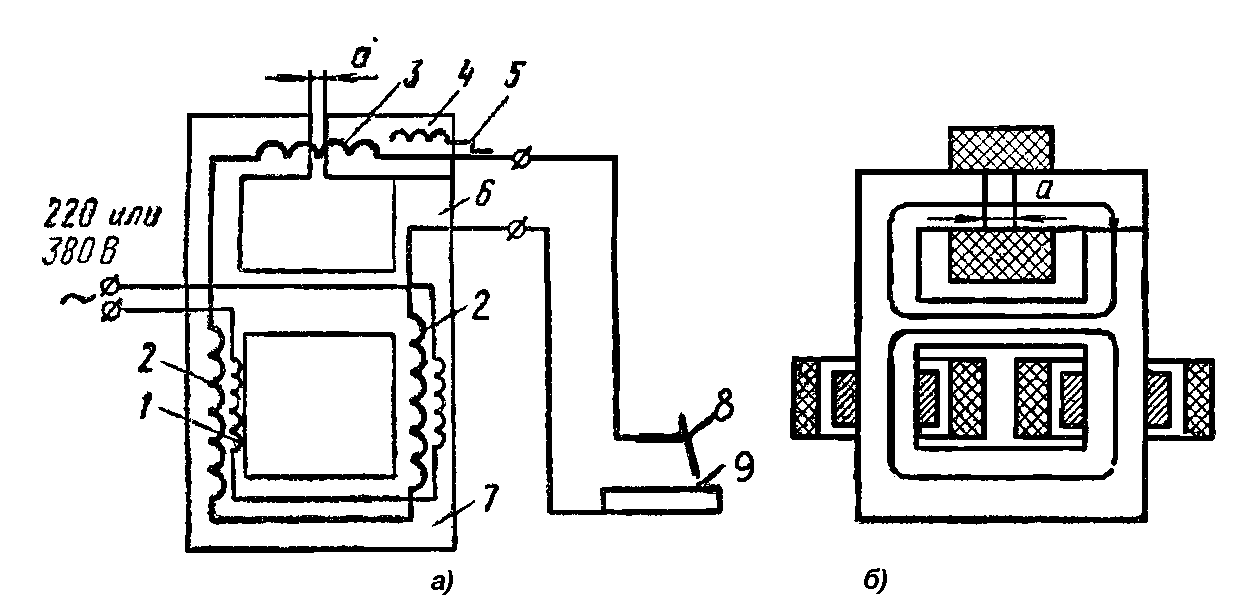
Рис. 1.5. Принципиальная электрическая и конструктивная схема трансформатора типа СТН в однокорпусном исполнении (а) и его магнитная система (б): 1 - первичная обмотка; 2 - вторичная обмотка; 3 - реактивная обмотка; 4 - подвижный пакет магнитопровода; 5 - винтовой механизм с рукояткой; 6 - магнитопровод регулятора; 7 - магнитопровод трансформатора; 8 -электрододержатель; 9 - свариваемое изделие.
При уменьшении воздушного зазора повышается индуктивное сопротивление реактивной обмотки дросселя, а величина сварочного тока уменьшается.
На рис.1.6. показаны принципиальная электрическая и конструктивная схемы трансформатора ТСК-500. При повороте рукоятки - 3 трансформатора по часовой стрелке катушки обмоток - 6 и 7 сближаются, вследствие чего магнитное рассеяние и вызванное им индуктивное сопротивление обмоток уменьшаются, а величина сварочного тока увеличивается.
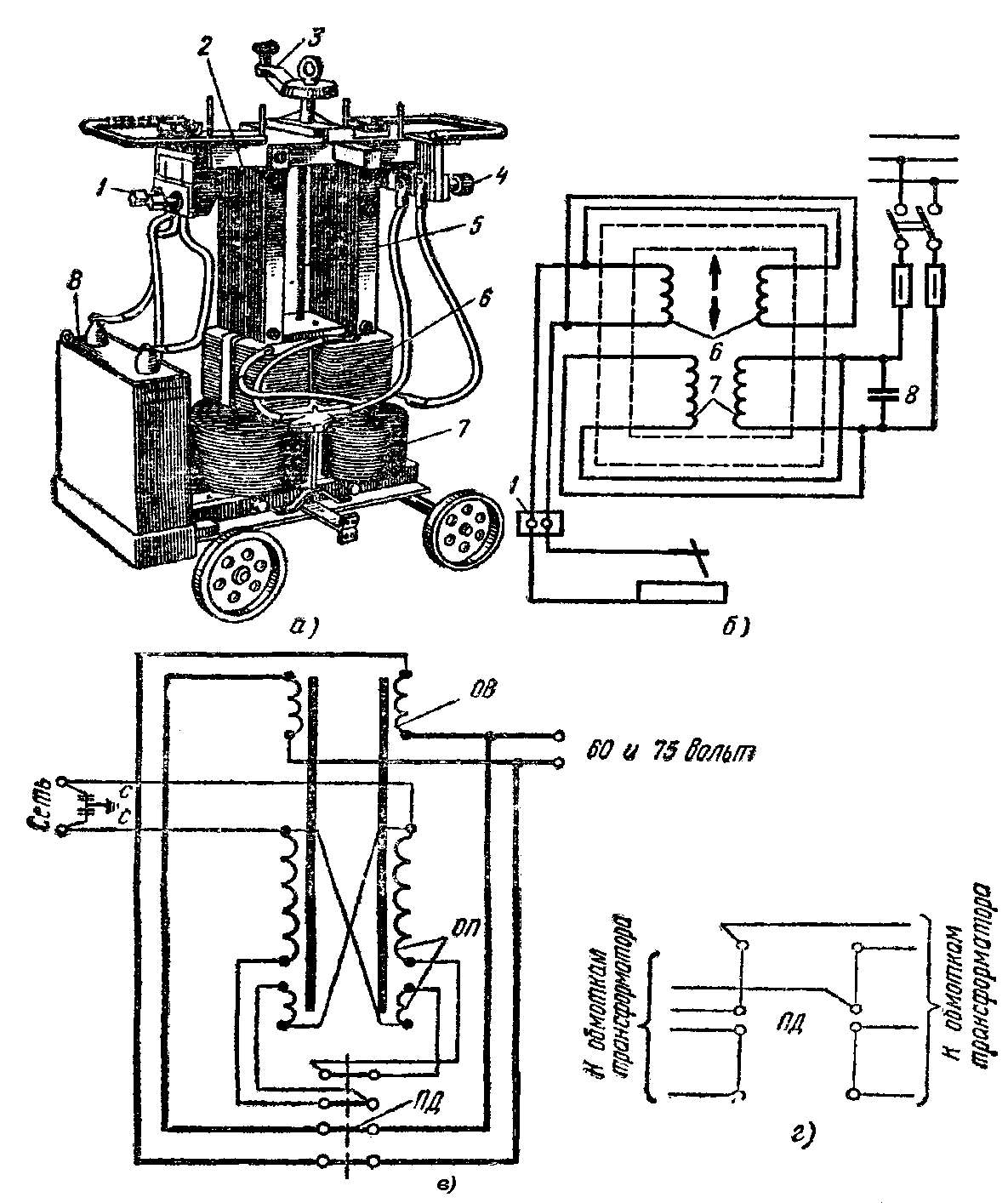
Рис. 1.6. Сварочный трансформатор ТСК-500
а - конструктивная схема трансформатора (кожух снят), б - электрическая схема ТСК-500: 1 - сетевые клеммы для проводов; 2 - сердечник (магнитопровод); 3 - рукоятка для регулирования тока; 4 - клеммы для подсоединения сварочных проводов; 5 - ходовой винт; 6 - катушка вторичной обмотки; 7 - катушка первичной обмотки, 8 - компенсирующий конденсатор (стрелками показано перемещение катушек для регулирования тока); в - параллельное соединение обмоток трансформатора ТД-500, г - последовательное соединение обмоток его же; ОП - первичная обмотка, ОВ - вторичная обмотка
Эксплуатация сварочных трансформаторов
Эксплуатация сварочных трансформаторов сводится к очистке сердечника и обмоток от пыли и грязи, поддержание контактов в нормальном состоянии. Перед работой корпус трансформатора должен быть заземлен. Все зажимы должны быть затянуты, иначе это приводит к сильному нагреванию и обгоранию контактов. Все защитные кожухи должны быть всегда надеты и закреплены. Не следует ставить трансформатор вблизи источников нагрева. Так как перегрев вредно отражается на изоляции обмоток. При работе вне помещения трансформатор и выпрямитель надо защищать от осадков, так как при отсыревшей обмотке может случиться пробой изоляции и межвитковое замыкание.
Охрана труда при эксплуатации сварочных трансформаторов
В процессе работы электросварщик постоянно обращается с электрическим током, поэтому все токоведущие части сварочной цепи должны быть надежно изолированы. Ток величиной 0,1 А и выше опасен для жизни и может привести к трагическому исходу. Опасность поражения электрическим током зависит от многих факторов и, в первую очередь, от сопротивления цепи, состояния организма человека, влажности и температуры окружающей атмосферы, напряжения между точками соприкосновения и от материала пола, на котором стоит человек.
Сварщик должен помнить, что первичная обмотка трансформатора соединена с силовой сетью высокого напряжения, поэтому в случае пробоя изоляции это напряжение может быть и во вторичной цепи трансформатора, т.е. на электродержателе.
Напряжение считается безопасным: в сухих помещениях до 36 В и в сырых до 12 В.
При сварке в закрытых сосудах, где повышается опасность поражения электрическим током, необходимо применять ограничители холостого хода трансформатора, специальную обувь, резиновые подстилки; сварка в таких случаях ведется под непрерывным контролем специального дежурного. Для снижения напряжения сварочного трансформатора во время холостого хода существуют различные специальные устройства - ограничители холостого хода.