

Режимы сварки
Вид шва (слой) |
Диаметр электрода, мм |
||
2,5 |
3,0 – 3,25 |
4,0 |
|
Первый наплавочный слой, контурный шов |
75 – 90 А |
100 – 120 А |
- |
Заполняющий, облицовочный |
- |
100 – 120 А |
140 – 160 А |
Количество наплавочных слоев (без учета контурного шва) должно быть не менее трех. Сварные швы должны быть плотными, с мелкой чешуйчатостью (0,5-0,7 мм) и обеспечивать плавный переход к основному металлу. Подрезы на основном металле не допускаются.
После завершения сварки (заварки) дефектного участка наружную поверхность наплавки при температуре воздуха ниже 100 °С накрывать теплоизолирующим материалом (кошмой) до полного остывания. После остывания наплавленный участок обработать механическим методом, при этом поверхность должна быть ровной, без видимой чешуйчатости, усиление равномерным по всей площади. Высота усиления должна быть 0,7 - 1,5 мм.
На поверхности наплавленного металла набивается номер плавки, который фиксируется в журнале сварки или в акте при единичных работах.
Если дефектные участки на трубе завариваются одним сварщиком, номера наплавок могут не наноситься. В этом случае в журнале сварки следует указывать количество наплавок, выполненных сварщиком на данной трубе или секции.
Примечание. Допускается вместо номера наплавки наносить клейма сварщика с соответствующим указанием в журнале сварки.
Контроль качества заварки дефектов осуществляется:
систематическим пооперационным контролем;
внешним осмотром заваренных дефектов;
проверкой сплошности наплавленного металла физическими неразрушающими методами контроля (ультразвуковым контролем по ГОСТ 14782-86;
радиографическим контролем по ГОСТ 7512-82).
Контроль наплавок физическими методами на линейной части газопровода для категории участков II, III и IV устанавливается в объеме 100%.
При контроле физическими методами годными считаются наплавки, в которых:
а) отсутствуют трещины любой глубины и протяженности;
б) глубина шлаковых включений не превышает 10% от толщины стенки и общей протяженностью не более 3,8 мм.
Непровары в швах и подрезы на основном металле не допускаются.
Устранение трещин в стыках газопроводов
Ремонт протяженных трещин, образовавшихся в процессе эксплуатации магистральных газопроводов, в стыках следует рассматривать как исключительное мероприятие аварийного характера, вызванное сложностью проведения сварочно-монтажных работ, связанных с вырезкой стыка и монтажа катушки.
Ремонт трещин не допускается в местах:
пересечения с естественными и искусственными препятствиями (автомобильные дороги всех категорий, включая дороги общего пользования, ЛЭП свыше 35 кВт);
примыкающих к переходам через автомобильные и железные дороги всех категорий на расстоянии 500 м от границы перехода;
участков газопроводов:
а) категории В;
б) категории I, за исключением переходов через болота III типа;
в) категории II, за исключением переходов через болота II типа и трубопроводов, прокладываемых по территории распространения вечномерзлых грунтов, имеющих при оттаивании относительную осадку свыше 0,1.
К ремонту стыков допускаются сварщики, имеющие 6-й квалификационный разряд и ознакомленные с соответствующими положениями РД 558 - 97.
Независимо от характера выполняемых сварочных работ сварщик перед допуском к работе должен пройти предварительную стажировку по заварке трещин в тождественных условиях (на имитированных образцах) в течение не менее, чем 1 смены. В процессе стажировки сварщиком отрабатывается техника заварки дефектов, получения требуемой формы и качества шва.
По результатам стажировки сварщик должен выполнить допускную заварку дефектов.
Если заварка по результатам осмотра и обмера или физических методов не удовлетворяет требованиям, то производится заварка и повторный контроль двух имитаторов дефектов. В случае получения при повторном контроле неудовлетворительных результатов хотя бы на одной заварке, сварщик признается не выдержавшим испытание.
Заварка технологических отверстий
Заварка технологического отверстия должна осуществляться сварщиком не ниже 6-го разряда, прошедшим тренировку. Работа должна выполняться в присутствии должностного лица, ответственного за качество сварочных работ по данному объекту.
Окна (отверстия овальной формы) (рис. 1.45.) должны быть не более 250 на 350 мм и не менее 100 на 150 мм, при этом ширина отверстия не должна превышать половину диаметра ремонтируемой трубы. Разница между шириной и длиной отверстия должна быть не менее 50 мм. Окна должны располагаться не ближе 0,25 м от продольного и 0,5 м от кольцевого шва (в верхней части периметра трубы с допустимым смещением от зенита до 300).
Заварка технологических отверстий осуществляется путем установки пластины (заплаты) овальной формы.
Пластина должна быть выполнена по шаблону из того же материала, что и основная труба. Кромка пластины и трубы после газовой резки должны быть обработаны механическим способом со скосом 25 - 30°.
Зазор между кромками трубы и пластины должен быть в пределах 2-3 мм.
Сварка должна производиться на подкладном кольце (рис. 1.46.) Подкладное кольцо в виде полоски из листового металла толщиной 3,0-3,5 мм прихватывается к пластине так, чтобы его край выступал за край отверстия и пластины на 10-12мм. При этом подкладное кольцо должно быть плотно прижато к сопрягаемым плоскостям пластины и трубы.
Примечание. Допускается сварка без подкладного кольца при условии:
кромки подготовлены механической обработкой с заданным полем допусков;
сварщик обеспечивает полный провар корня шва.
Корень шва сваривается электродами основного типа диаметром 2,5 - 3,25 мм, последующий слой – электродами диаметром 3,0 - 4,0 мм.
Приварка пластины должна производиться обратно - ступенчатым методом с симметричным наложением швов.
Длина свариваемого шва при обратно - ступенчатом методе должна быть равна 200 - 250 мм.
Количество слоев шва для труб с толщиной стенки до 10 мм должно быть не менее 3-х.
После завершения сварки шов следует накрыть сухим теплоизоляционным материалом (кошмой) до полного остывания.
Величина смещения кромок заплаты по отношению к трубе не должна превышать 1,5 мм.
Сварочно - монтажные работы по вварке заплаты и патрубков следует производить за один рабочий цикл без перерывов до полного завершения облицовочного шва.
Температура предыдущего слоя перед наложением последующего слоя шва должна быть не менее 100 °С.
Если температура между слоями опустилась ниже 100 °С, следует произвести подогрев на 100 - 150 °С.
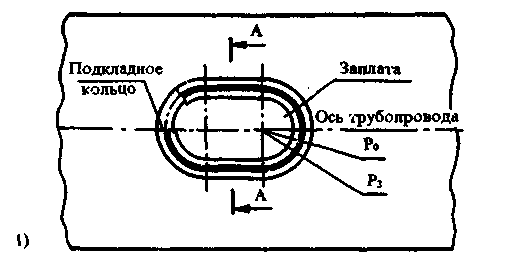
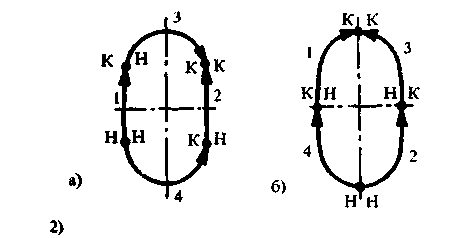
Рис. 1.45. a - сварка нечетных слоев; б - сварка четных слоев;
Н - начало сварки; К - конец сварки
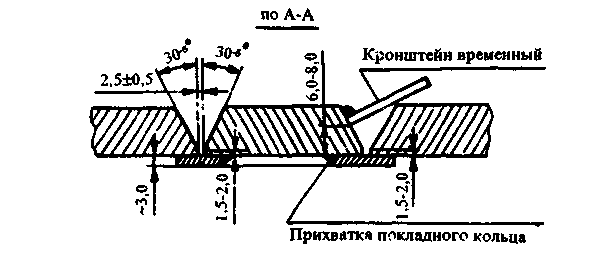
Рис. 1.46. Схема заварки технологической заплаты: 1 - форма обработки; 2 - последовательность выполнения слоев шва; Ро - радиус окна; Рз - радиус заплаты.
Контрольные вопросы
Что называется сваркой?
Что понимают под свариваемостью материалов?
Какое напряжение электрического тока считается опасным при работе в сырых помещениях?
Что такое газовая резка?
От чего зависит величина зазора в стыках свариваемых деталей?
Какие сварные стыки труб магистрального газопровода подвергаются 100% контролю радиографическим методом?
Для чего необходим предварительный подогрев стенки труб?
Какие размеры должны иметь окна (отверстия овальной формы)?
Какой квалификационный разряд должен иметь сварщик допущенный к ремонту стыков?
Какие существуют виды контроля качества сварных стыков?