

1.5.4. Сварка труб на огневых работах
Огневые работы при капитальном ремонте магистральных газопроводов неизбежны. К этим работам, прежде всего, относятся вырезка участка газопровода, подлежащего ремонту или замене, с приваркой временных заглушек, врезка в газопровод перемычек, врезка кранов (при их замене), врезка отводов. Кроме того, такие виды работ, как очистка полости и испытание газопровода на плотность и прочность, по окончании ремонта практически во всех случаях связаны с выполнением огневых работ. Огневые работы выполняются в строгой технологической последовательности: земляные работы, отключение участка газопровода, освобождение участка газопровода от газа (сброс газа в атмосферу), вырезка отверстий для установки запорных герметизирующих устройств (ЗГУ) и установка ЗГУ, сварочно-монтажные работы, контроль качества сварки, извлечение ЗГУ из газопровода, вытеснение воздуха из газопровода, заварка отверстий для установки запорных резиновых шаров, испытание отремонтированного участка газопровода на плотность, изоляционные работы, засыпка траншей, котлованов и шурфов, испытание отремонтированного участка газопровода на прочность.
На период производства огневых работ станции катодной защиты отключаются, причем в зоне блуждающих токов устраиваются временные электроперемычки.
Огневые работы выполняются по утвержденному плану. Перед сбросом газа отключающие краны набивают специальной смазкой и закрывают. Газ сбрасывают через продувочные свечи до избыточного давления 20 - 50 мм водяного столба.
Применение ЗГУ позволяет проводить огневые работы на газопроводах любого диаметра (тем более что на газопроводах диаметром свыше 529 мм производство огневых работ без применения запорных устройств практически невозможно из-за большого пламени и опасно в связи с образованием в газопроводе взрывоопасной газовоздушной смеси при поступлении воздуха в трубу снизу).
Резка трубопровода осуществляется либо машинкой, либо вручную газовым резаком.
Врезка отремонтированного или заменяющего участка газопровода осуществляется обычным методом.
Устройства для сварочно-восстановительных работ
Раздвижной шаблон для врезки катушек на газопроводах. Шаблон позволяет точно определить размеры катушки (рис. 1.42.). Приспособление состоит из четырех направляющих стержней и двух хомутов. Каждый хомут имеет четыре втулки с винтами-фиксаторами и два стяжных болта. Внутренний диаметр хомута определяется диаметром того трубопровода, на котором будут проводиться ремонтные работы.
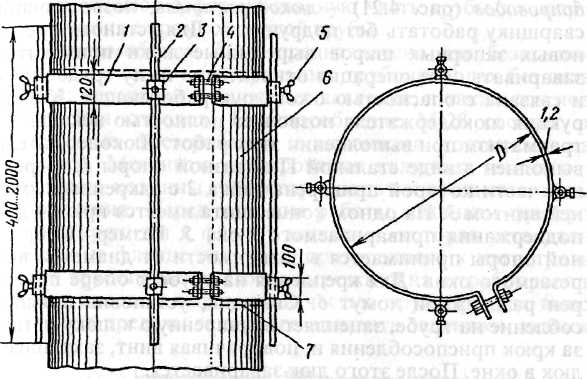
Рис. 1.42. Раздвижной шаблон для врезки катушек на газопроводе: 1 - хомут; 2 - направляющий стержень; 3 - втулка; 4 - стяжной болт; 5 - винт-фиксатор;
6 - трубопровод; 7 - граница поврежденного участка трубопровода
Длину катушки для заменяемой части трубопровода выбирают следующим образом. Определяют границы поврежденного участка, по которым будут разрезать трубопровод. На плеть трубопровода, где остался поврежденный участок, надевают шаблон. При установке шаблона торцовые части хомутов совмещают с линией отметки границ поврежденного участка и болтами хомута фиксируют в этом положении. После этого на втулках хомутов закрепляют направляющие шаблона. Зафиксировав таким образом длину поврежденной части трубопровода, шаблон снимают вместе с направляющими, переносят на запасную трубу и закрепляют на ней. При закреплении шаблона торцовую часть одного из хомутов совмещают с торцом трубы. Затем, используя кромку второго хомута как линейку, намечают на поверхности трубы линию врезки катушки. После врезки катушки и подготовки кромок ее устанавливают на месте вырезанного поврежденного участка трубопровода и приваривают. Применение такого шаблона позволяет сократить затраты времени на замену поврежденного участка трубопровода в 3 - 4 раза.
Приспособление для приваривания люков на окнах трубопроводов (рис. 1.43.) - люкодержателъ, позволяющий сварщику работать без подручного. Для установки резиновых запорных шаров вырезанные люки приходится заваривать. Эта операция относится к числу трудоемких и связана с опасностью ожога рук работающих. Конструкция люкодержателя позволяет полностью исключить травматизм при выполнении этих работ. Люкодержатель выполнен в виде стальной П-образной опоры - 1, в средней части которой приварена гайка - 2 с закрепленным в ней винтом - 3. На одном конце винта имеется крюк - 4 для поддержания привариваемого люка - 5. Размер П-образной опоры принимается в зависимости от диаметра вырезаемого окна. Для крепления на трубе к опоре приварен раздвижной хомут - 6. Сварщик, установив приспособление на трубе, зацепляет приваренную к люку петлю за крюк приспособления и, поворачивая винт, закрепляет люк в окне. После этого люк заваривается.
Струбцина для центровки труб с большим отклонением в диаметрах (рис. 1.44.). При центровке труб, катушек и обварке воротников на тройниках (во время аварийных и ремонтных работ) приходится использовать подъемные механизмы - домкраты, тали, трубоукладчики, а также подогревать металл на газовой горелке. Специальная струбцина одним концом прихватывается электросваркой к основной трубе, а винт с рукояткой упирается в верхнюю часть катушки, воротника или губки. Вращением винта сгибают деформированную часть трубы до соприкосновения с кромкой другой трубы.
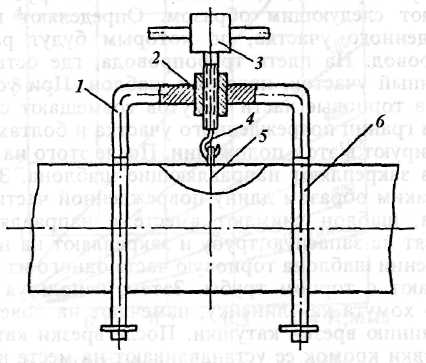
Рис. 1.43.Люкодержатель
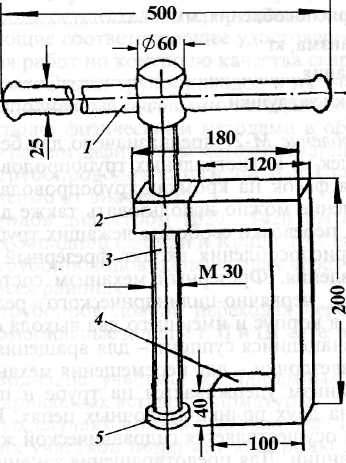
Рис. 1.44. Струбцина для центровки труб при различных диаметрах:
1 - вороток; 2 - гайка; 3 - винт; 4 - струбцина; 5 - вращающаяся головка