

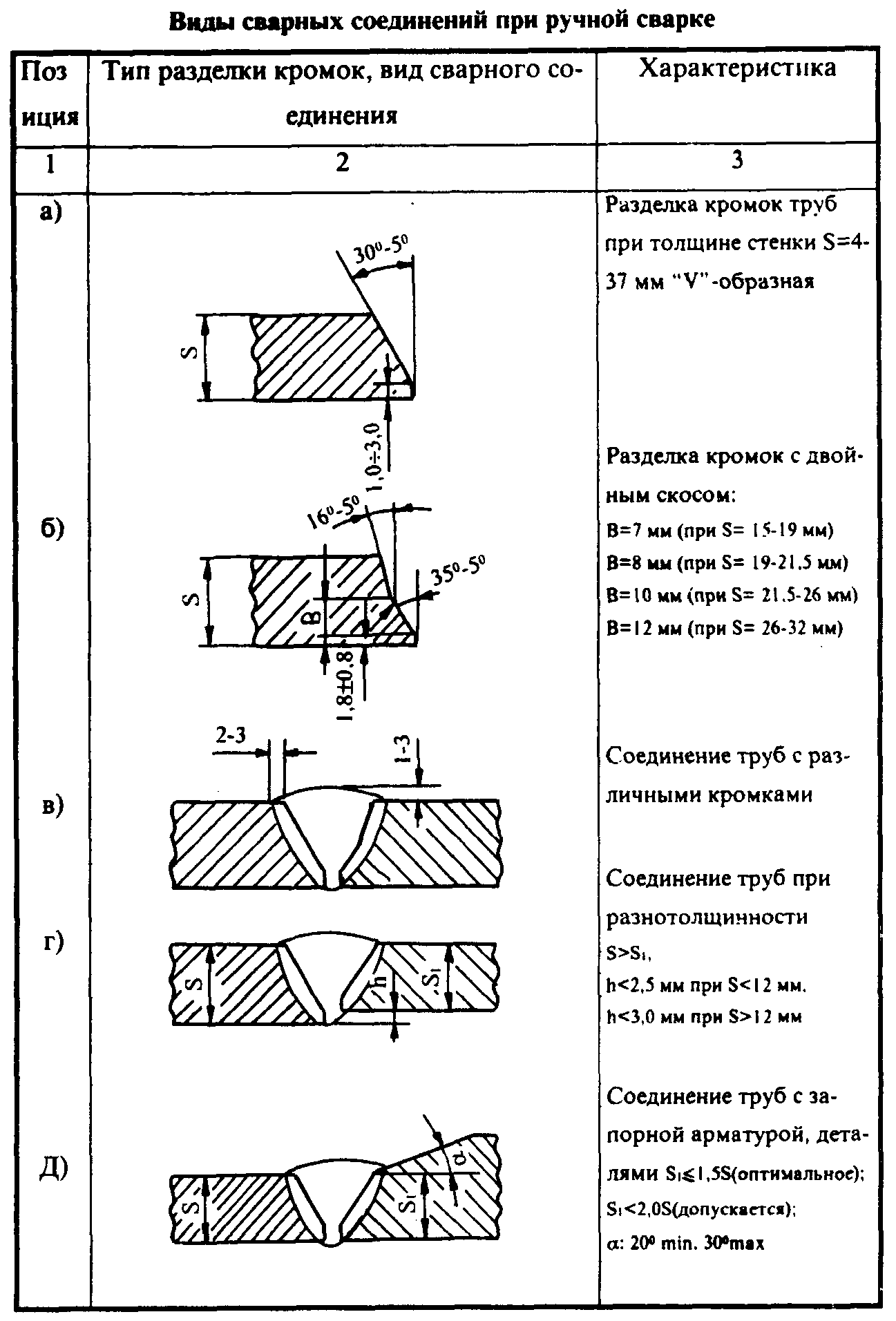
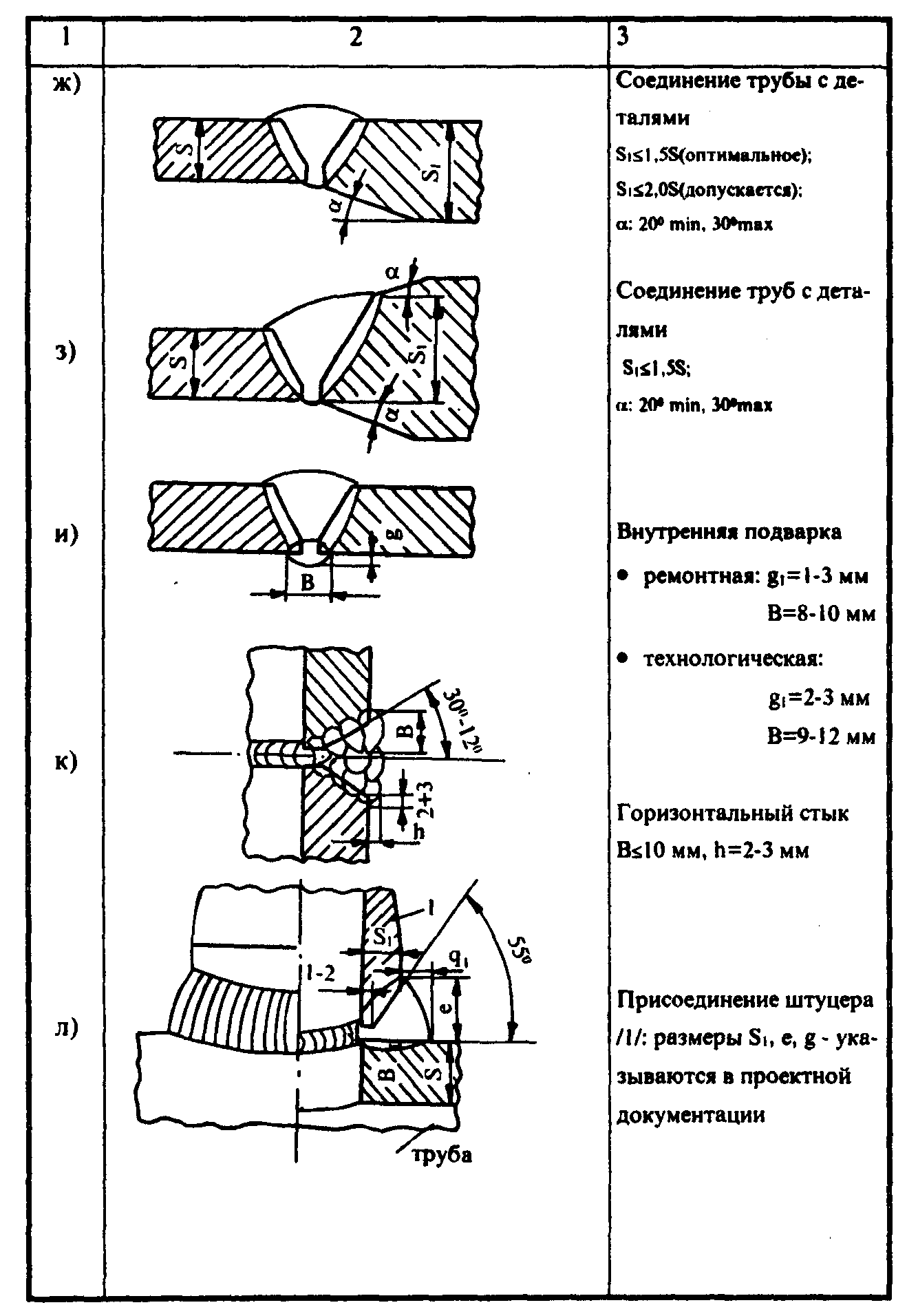
Р ис. 1.40. Устройство сварного шва
После завершения сварки стыка его необходимо накрыть сухим теплоизоляционным поясом (кошмой) до полного остывания.
Стыки приварки запорной арматуры и деталей должны быть проконтролированы радиографическим методом (рентген- или гамма- лучами) и ультразвуковым контролем.
Каждый стык должен иметь клеймо сварщика или бригады сварщиков, выполняющих сварку. На стыки труб из стали с нормативным временным сопротивлением разрыву до 539 МПа (55 кгс/мм²) клейма должны наноситься механическим способом или наплавкой.
Стыки труб из стали с нормативным временным сопротивлением разрыву 539 МПа (55 кгс/мм²) и выше маркируются несмываемой краской снаружи трубы. Клеймо наносится в верхней полуокружности трубы на расстоянии 100 – 150 мм от шва.
Таблица 1.3.
Величины зазоров в стыках, при сборке в случае сварки электродами с разным видом покрытия приведены в таблице 1.4.
Таблица 1.4.
Величины зазоров в стыках
Способ сварки |
Диаметр электрода, мм |
Величина зазора при толщине стенки трубы, мм |
||
до 8 |
8-10 |
10 и более |
||
Ручная дуговая сварка электродами с основным покрытием
Ручная дуговая сварка электродами с целлюлозным покрытием
Ручная дуговая сварка электродами с рутиловым покрытием |
2,0 - 2,5 3,0 - 3,25
3,0 - 3,25 4,0
2,0 - 2,5 3,0 - 3,25
|
1,5 - 2,5 2,0 - 3,0
1,5 - 2,0 -
1,5 - 2,5 2,0 - 3,0 |
- 2,5 - 3,5
- 1,5 - 2,5
- 2,5 - 3,5 |
- 3,0 - 3,5
- 1,5 - 2,5
- 3,0 - 3,5 |
При сборке стыков на наружных центраторах количество прихваток, равномерно распределенных по периметру стыка, и их длина зависят от диаметра трубы и должны соответствовать данным, приведенным в таблице 1.5.
Таблица 1.5.
Зависимость количества и длины прихваток от диаметра трубы
Диаметр стыка, мм |
Ориентировочное количество прихваток, не менее, шт |
Длина прихваток не менее, мм |
До 400 |
2 |
30 - 50 |
400 - 1000
|
3
|
60 - 100
|
1000 - 1400 |
4 |
100 - 200 |
Просушка торцов труб путем их подогрева до 20 – 50 °С обязательна:
при наличии влаги на кромках, независимо от прочности основного металла;
при температуре воздуха ниже +5 °С для труб с нормативным пределом прочности 539 МПа (55 кгс/мм²) и выше.
Необходимость предварительного подогрева концов труб перед прихваткой и сваркой первого (корневого) слоя и температура подогрева устанавливаются в зависимости от эквивалента углерода стали Сэ, толщины стенки трубы, температуры окружающего воздуха и типа электрода в соответствии с данными таблицы 1.6.
Таблица 1.6.
Температура предварительного подогрева при сварке корневого слоя шва
Эквивалент углерода С,% |
Температура предварительного подогрева (º С) при толщине стенки трубы, мм |
|||||||||||||
7,1 -8 |
8,1 -9 |
9,1 -10 |
10,1 -11 |
11,1 -12 |
12,1 -13 |
13,1 -14 |
14,1 -15 |
15,1 -16 |
16,1 -17 |
17,1 -18 |
18,1 -19 |
19,1 -20 |
20,1 -26 |
|
Электроды с основным покрытием |
||||||||||||||
0,37-0,41 |
* |
* |
* |
* |
* |
* |
* |
* |
-35/1 |
-25/1 |
-15/1 |
-10/1 |
0/1 |
1 |
0,42-0,46 |
* |
* |
* |
* |
* |
-35/1 |
-15/1 |
0/1 |
10/1 |
1 |
1 |
1 |
1 |
1 |
0,47-0,51 |
* |
* |
* |
-20/1 |
0/1 |
1 |
1 |
1 |
1 |
1 |
2 |
2 |
2 |
2 |
Электроды с целлюлозным покрытием |
||||||||||||||
0,32-0,36 |
* |
* |
* |
* |
* |
* |
* |
* |
* |
-15/1 |
-10/1 |
-5/1 |
0/1 |
1 |
0,37-0,41 |
* |
* |
-20/1 |
0/1 |
20/1 |
1 |
1 |
1 |
1 |
1 |
1 |
2 |
2 |
2 |
0,42-0,46 |
* |
-10/1 |
20/1 |
1 |
1 |
2 |
2 |
2 |
2 |
2 |
2 |
2 |
2 |
3 |
0,47-0,51 |
20/1 |
1 |
1 |
2 |
2 |
2 |
3 |
3 |
3 |
3 |
3 |
3 |
3 |
3 |
Примечание.
В таблице приняты обозначения:
* - подогрев не требуется;
-10/1 - подогрев до 100 °С при температуре окружающего воздуха
ниже указанной в левой части клетки (например, -100 °С);
1 - подогрев до 100 °С независимо от температуры воздуха;
2 - подогрев до 150 °С независимо от температуры воздуха;
3 - подогрев на 200 °С независимо от температуры воздуха.
Эквивалент углерода низкоуглеродистых и низколегированных сталей (Сэ) рассчитывается по формуле:
Сэ = С + Мn/6 + (Cr + Mo + Σ(V+Ti+Nв))/5 + (Cu+Ni)/15 + 15В,
и не должен превышать 0,46%. (Все элементы указываются в % от массы).
Эквивалент углерода – суммарное содержание всех легирующих элементов в металле, приведенных (т.е. сравненных по влиянию на металл с углеродом) к углероду.
Заводские продольные односторонние сварные швы труб при сборке стыков должны быть смещены не менее чем на 100 мм. Для труб и фасонных деталей с двусторонним швом (прямым или спиральным) данное смещение не обязательно.
Стыки при подогреве должны равномерно нагреваться до заданной температуры на расстоянии 150 мм от торца трубы. Температура замеряется на расстоянии 10-15 мм от торца трубы.
Допускается выполнение сварочных работ при температуре воздуха до минус 50 °С. При ветре свыше 10 м/с, а также при выпадении атмосферных осадков производить сварочные работы без инвентарных укрытий запрещается.
Ручную дуговую сварку следует выполнять с применением электродов, указанных в табл. 10,11, ВСН 006-89. Запрещается вести сварку с применением любых присадок, подаваемых в дугу дополнительно или закладываемых в разделку.
Сварку первого (корневого) слоя шва электродами с целлюлозным покрытием ведут постоянным током обратной или прямой полярности, сварку «горячего» прохода и последующих слоев шва – электродами с целлюлозным покрытием на обратной полярности, а также сварку всех слоев шва электродами с основным покрытием - на постоянном токе обратной полярности.
Рекомендуемые значения сварочного тока приведены в табл. 1.7. и табл. 1.8.
При вынужденных перерывах более 3 мин. во время сварки первого (корневого) слоя шва необходимо поддерживать температуру торцов труб на уровне требуемой температуры предварительного подогрева. Если это правило не соблюдено, то стык должен быть вырезан и заварен вновь.
Таблица 1.7.