

Глава 1. Технология сварочных работ
1.1. Общие сведения о сварке
Сваркой называется процесс получения неразъемного соединения твердых материалов путем их местного сплавления или совместного деформирования, в результате чего возникают прочные связи между атомами свариваемых материалов. Схема классификации основных способов сварки приведена на (рис. 1.1.).
Сварка плавлением
Дуговая сварка. Необходимое тепло для местного расплавления деталей и присадочного материала образуется при горении электрической дуги между свариваемым металлом и электродом. По способу механизации сварка может быть ручная, полуавтоматическая и автоматическая. Механизированная (полуавтоматическая и автоматическая) может быть под флюсом и в защитных газах.
Электрошлаковая сварка. Плавление основного металла и присадочного материала происходит за счет тепла, выделяющегося при прохождении электрического тока через расплавленный шлак (в период установившегося процесса).
Газовая сварка. Основной и присадочный металлы расплавляются высокотемпературным газокислородным пламенем (температура до 3200 °С).
В качестве присадочного материала применяют сварочную проволоку марок Св - 08А и Св - 08. Для ведения газовой сварки необходимо иметь оборудованный газосварочный пост (баллон с кислородом, кислородный редуктор, ацетиленовый генератор или баллон с ацетиленом, редуктор к баллону, резиновые шланги, сварочную горелку, средства пожаротушения).
Газовую сварку применяют при сооружении и ремонте газопроводов диаметром до 100 мм и толщиной стенки до 5 мм.
Контактная сварка. Место сварки разогревается или расплавляется теплом, образованным при прохождении электрического тока через
контактируемые места изделий.
Сварка трением. Сварка заключается в том, что вследствие трения одного из свариваемых стержней о другой место соединения разогревается; при приложении осевого усилия соединяемые металлы свариваются.
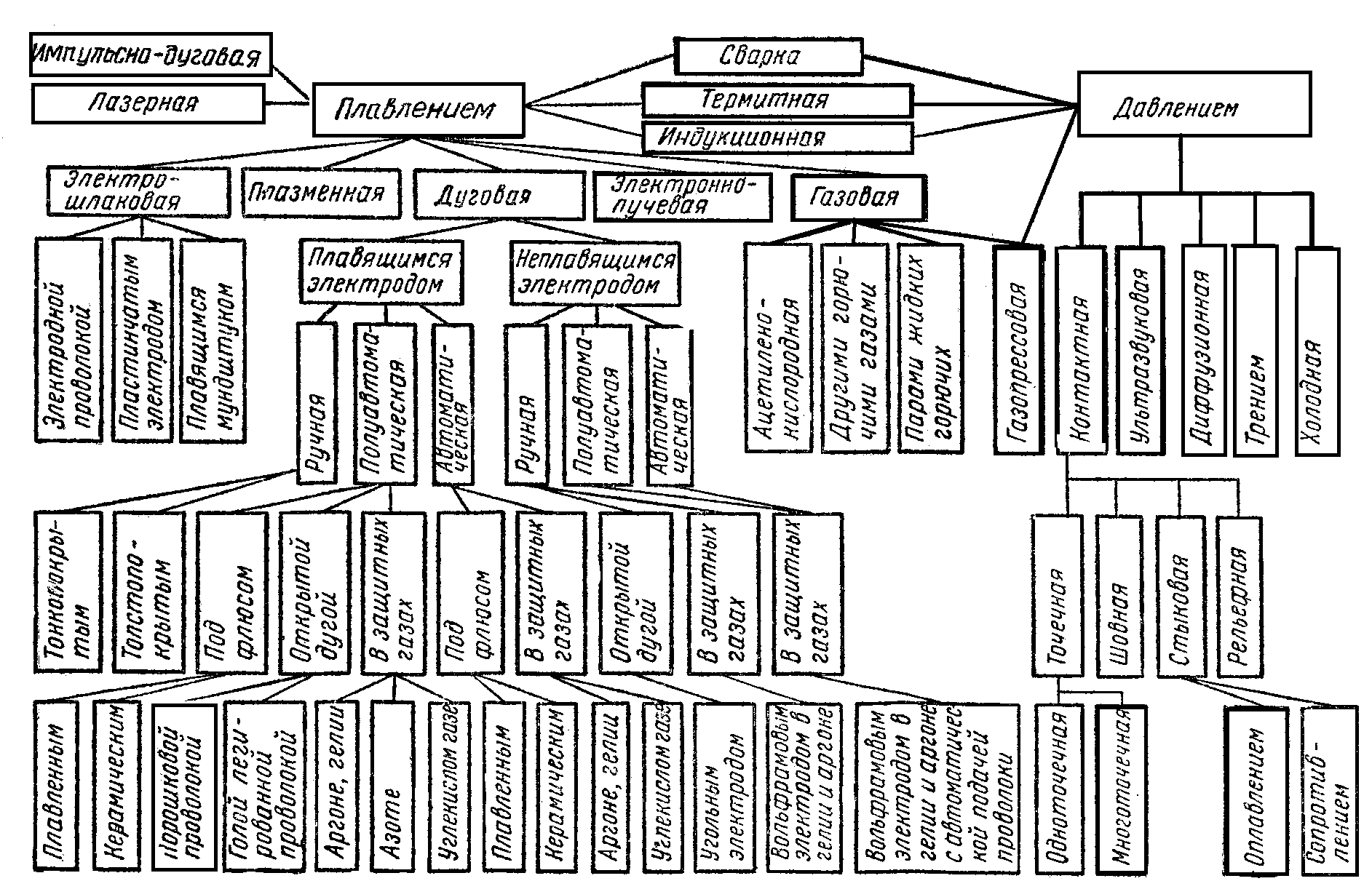
Рис. 1.1. Классификация основных способов сварки
Термитная сварка. Процесс сварки заключается в том, что свариваемые детали закладываются в огнеупорную форму, а в установленный сверху тигель засыпается термит - порошок из алюминия и окиси железа. При горении термита окись железа восстанавливается, а образующийся при этом жидкий металл при заполнении формы расплавляет и соединяет кромки свариваемых изделий.
Свариваемость металлов
Под свариваемостью в сварочном производстве понимается способность однородных и разнородных металлов и сплавов образовывать сварное соединение, способное работать при заданном давлении, среде, температуре и знакопеременных нагрузках.
При сварке плавлением способностью свариваться обладают те металлы, которые имеют взаимную растворимость. Хорошо свариваются все однородные металлы, например, сталь со сталью, чугун с чугуном, медь с медью и т.д. Свинец и медь не обладают взаимной растворимостью и в жидком состоянии образуют несмешивающиеся слои, поэтому сварить медь и свинец практически невозможно. Трудно поддается сварке железо со свинцом, алюминий с висмутом, железо с магнием и т.д. Поэтому для обеспечения свариваемости разнородных металлов обычно применяют третий металл, обладающий взаимной растворимостью со свариваемыми металлами. Кроме свойств основного металла, свариваемость определяется способом и режимом сварки, составом присадочного металла и флюса, а так же иногда и защитного газа. Например, углеродистую сталь сваривать в азоте нельзя, так как будет насыщение металла, а сварка меди в азоте произойдет благоприятно, потому что расплавленная медь к азоту практически нейтральна. В практике имеется более 150 способов определения свариваемости металлов и их сплавов.