

VI Матриці
Матриця разом з пресуючим пристроєм є основним робочим органом макаронного преса. Вона обумовлює: продуктивність преса, вид виробів (форму і розміри поперечного перетину), значною мірою впливає на якість продукту (ступінь шорсткості, міцність склеювання макаронних трубок і так далі). Матриці виготовляють з металів, що непіддатливих корозії, володіють достатньою міцністю і зносостійкістю (фосфориста бронза, латунь, неіржавіюча сталь). Матриці бувають двох типів – круглі і прямокутні. За допомогою круглих матриць формують всі види довгих і короткорізаних виробів, а також тістових стрічок для виготовлення штампованих виробів. Прямокутні матриці використовують для формування довгих макаронних виробів (макарони, вермішель, локшина) що виробляються на автоматичних потокових лініях.
Круглі матриці використовують без опорних пристроїв (колосників) і з колосниками. Колосники бувають підкладні і накладні (підвісні) – притискують до матриці центральним болтом.
Матриці з підкладними колосниками дозволяють формувати вироби, які ріжуться в підвісному стані: макарони, пір'я, локшину, вермішель.
Матриці з накладними колосниками дозволяють формувати всі види як короткорізаних, так і довгих виробів.
Прямокутні матриці бувають одне і двосмуговими.
Профілі отворів, що формують, бувають трьох видів:
з вкладишами для формування трубчастих і деяких видів фігурних виробів;
без вкладишів для формування всіх видів виробів, окрім трубчастих і штампованих;
щілиновидні, для формування тістової стрічки для штампованих виробів.
3, Устаткування після формувальної обробки макаронних виробів
3.1 Устаткування для різання і розкладки макаронних виробів
Відформовані макаронні вироби, підсушені повітрям, що обдувається, розрізають на потрібну довжину за допомогою ріжучого механізму і розкладаються на сушильні поверхні, або укладаються в лоткові касети, або розвішуються на бастуни.
Види різання макаронних виробів;
ковзанням ножа по площині матриці;
різка в підвісному стані (звисаюче пасмо ріжеться на деякій відстані від матриці);
різка в розкладально-різальних машинах;
різка вручну ножами в касетах.
За першим способом проводять різання всіх короткорізаних і фігурних виробів (ріжки, черепашок, супові засипки, вермішель, локшину і ін.).
Короткорізану вермішель і локшину можна різати і другим способом, причому в другому випадку, вироби виходять більш прямими.
При виготовленні макаронів з сушкою в лоткових касетах, застосовують третій спосіб різкі.
За відсутності розкладально-різальних машин застосовують четвертий спосіб різкі.
Механізми для різання виробів по площині матриці включають ножову головку, що обертається, із закріпленими на ній ножами. Кількість ножів і швидкість обертання ножової головки визначають довжину різання макаронних виробів. Головка кріпиться до нижньої площини матриці утримувача. Привід головки здійснюється від електродвигуна через варіатор і редуктор.
Механізми для різання виробів в підвісному стані. При різанні виробів по площині матриці після кожного зрізу кінці виробів загинаються, що погіршує їх зовнішній вигляд і збільшує витрату тари. Для отримання прямих зрізів застосовують різання виробів в підвісному стані. Конструкція механізму аналогічна механізму різкі по площині матриці, тільки має власну раму і встановлюється під матрицею преса. Різання відбувається за допомогою ножів, що обертаються, при взаємодії їх з радіальними ребрами (протиріжучі) конічної воронки механізму.
Розкладальники коротких виробів. В даний час сушка короткорізаних виробів в більшості випадків проводиться в парових конвеєрних сушарках, ширина стрічок транспортерів яких складає 2 м. Для розкладки нарізаних коротких виробів на стрічку транспортера використовують розкладальники (розтрусники), які забезпечують рівномірний розподіл виробів шаром завтовшки 2... 5 см по всій ширині стрічки.
Конструкція розкладальника включає транспортер що подає виріб на верхній транспортер сушарки, що при цьому подає транспортер здійснює коливальні рухи з амплітудою близько 2 м і розподіляє вироби рівномірно по всій ширині транспортера сушарки.
Катучий стіл для розкладки і різання макаронів. При касетному способі сушки макаронів, що випресовуються з круглої матриці пасмо укладається в касети і розрізає або розкладально-різальними машинами, або вручну на катучих столах. Катучий стіл складається з рами 1 з двома направляючими рейками, по яких пересувається каретка 2. Каретка має ґратчасту столешницю 3 та два вільно порожнистих, що обертаються, барабана 6. На столешницю укладають касети 4. Випресовану стрічку 5 виробів по барабану 6 лягає в касету і відрізується вручну по довжині касети.
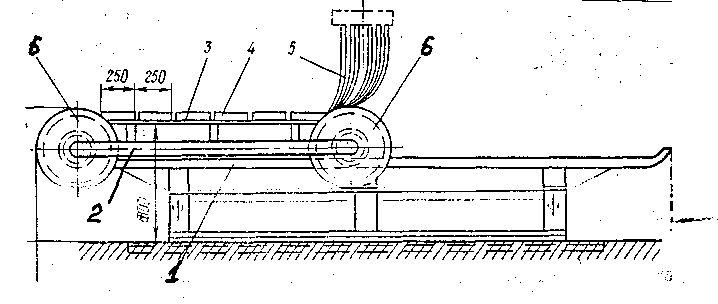
Рисунок 3 – Схема катучого столу.