

Применение инструментальной углеродистой стали
У7, У7А Для обработки дерева: топоров, колунов, стамесок, долот; пневматических инструментов небольших размеров: зубил, обжимок, бойков; кузнечных штампов; игольной проволоки; слесарно-монтажных инструментов: молотков, кувалд, бородок, отвёрток, комбинированных плоскогубцев, острогубцев, боковых кусачек и др.
У8, У8А, У8Г, У8ГА, У9, У9А Для изготовления инструментов, работающих в условиях, не вызывающих разогрева режущей кромки; обработки дерева: фрез, зенковок, поковок, топоров, стамесок, долот, пил продольных и дисковых; накатных роликов, плит и стержней для форм литья под давлением оловянно-свинцовистых сплавов. Для слесарно-монтажных инструментов: обжимок для заклепок, кернеров, бородок, отвёрток, комбинированных плоскогубцев, острогубцев, боковых кусачек. Для калибров простой формы и пониженных классов точности; холоднокатаной термообработанной ленты толщиной от 2,5 до 0,02 мм, предназначенной для изготовления плоских и витых пружин и пружинящих деталей сложной конфигурации, клапанов, щупов, берд, ламелей двоильных ножей, конструкционных мелких деталей, в том числе для часов и т. д.
У10А, У12А Для сердечников.
У10, У10А Для игольной проволоки.
У10, У10А, У11, У11А Для изготовления инструментов, работающих в условиях, не вызывающих разогрева режущей кромки; обработки дерева: пил ручных поперечных и столярных, пил машинных столярных, сверл спиральных; штампов холодной штамповки (вытяжных, высадочных, обрезных и вырубных) небольших размеров и без резких переходов по сечению; калибров простой формы и пониженных классов точности; накатных роликов, напильников, шаберов слесарных и др. Для напильников, шаберов холоднокатаной термообработанной ленты толщиной от 2,5 до 0,02 мм, предназначенной для изготовления плоских и витых пружин и пружинящих деталей сложной конфигурации, клапанов, щупов, берд, ламелей двоильных ножей, конструкционных мелких деталей, в том числе для часов и т. д.
У12, У12А Для метчиков ручных, напильников, шаберов слесарных; штампов для холодной штамповки обрезных и вырубных небольших размеров и без переходов по сечению, холодновысадочных пуансонов и штемпелей мелких размеров, калибров простой формы и пониженных классов точности.
У13, У13А Для инструментов с повышенной износостойкостью при умеренных и значительных удельных давлениях (без разогрева режущей кромки); напильников, бритвенных лезвий и ножей, острых хирургических инструментов, шаберов, гравировальных инструментов.
Сплав Д1 4,3 0,6 0,6 - - - - Отожженные , закаленные и естественно состаренные Лист, труба, прутки, профили
Сплав Д6 4,9 0,8 0,8 - - - - Отожженные , закаленные и естественно состаренные Лист, труба, прутки, профили
Сплав Д16 4,4 1,5 0,6 - - - - - Лист, труба, прутки, профили
Белая жесть — черная жесть с двухсторонним покрытием оловом, нанесенным методом горячего (жесть ГЖК) и элекролитического (жесть ЭЖК) лужения. В зависимости от соотношения толщины покрытия по сторонам, данная жесть производится с одинаковой или дифференцированной толщиной покрытия.
Белая жесть представляет из себя тонкий, холоднокатаный низкоуглеродистый стальной лист или ленту, покрытую с обеих сторон чистым оловом. Таким образом, она объединяет в себе прочность и пластичность стали, а также коррозионную стойкость, способность к лужению и привлекательный вид олова.
Производство стальной основы и ее последующее покрытие оловом являются независимыми друг от друга процессами, так что сталь с любым набором свойств теоретически сочетается с любым возможным покрытием оловом.
Состав стали, используемой для производства жести, строго контролируется. В зависимости от выбранной марки стали и способа обработки могут быть получены различные типы жести с различной пластичностью. В производстве чаще используется белая жесть с диапазоном толщин от 0,13 мм до 0,5 мм.
Жесть может быть покрыта слоем олова различной толщины, и даже каждая сторона жести может быть покрыта слоем олова различной толщины (дифференциальное покрытие) в зависимости от требований, предъявляемых к внутренней и наружной поверхности основной конечной продукции — жестяной банке. Разнообразную отделку поверхности жести производят для различных применений. Белая жесть подвергается специальному режиму пассивации для стабилизации поверхности и улучшения ее адгезии к лакам. Она также покрывается очень тонким слоем масла, чтобы улучшить возможность ее обработки. Это масло, безусловно, совместимо с пищевыми продуктами.
В процессе производства, в зависимости от качественных характеристик, белая жесть разделяется на марки:
ЭЖК — жесть электролитического лужения консервная
ЭЖР — жесть электролитического лужения разного назначения
ЭЖОН — жесть электролитического лужения общего назначения
ГЖК — жесть горячего лужения консервная
ГЖР — жесть горячего лужения разного назначения.
Белая жесть выпускается в рулонах и листах в соответствии со стандартами ГОСТ 13345-85 (СССР), ГОСТ Р 52204-2004 (Россия) и EN 10202:2001 (Европейский Союз).
Чёрная жесть — тонколистовая (0,1-0,5 мм) холоднокатаная сталь без защитного покрытия. Изготавливается из сталей марок 08кп, 08пс, 10кп,10пс с химическим составом по ГОСТ 1050. Используется в основном в электротехнической промышленности м машиностроении. Выпускается в рулонах и листах.
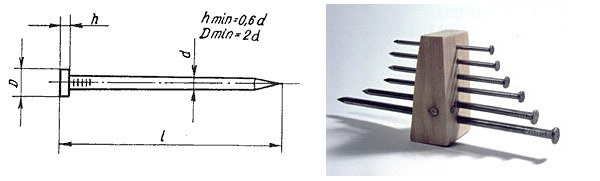
Гвоздь— крепёжное изделие в виде стержня с головкой и острым концом. По форме стержень может быть цилиндрическим, параллелепипедным, конусовидным или пирамидальным
Винт- простейший механизм. Резьба винта, в сущности, представляет собой другой простейший механизм — наклонную плоскость, многократно обёрнутую вокруг цилиндра.
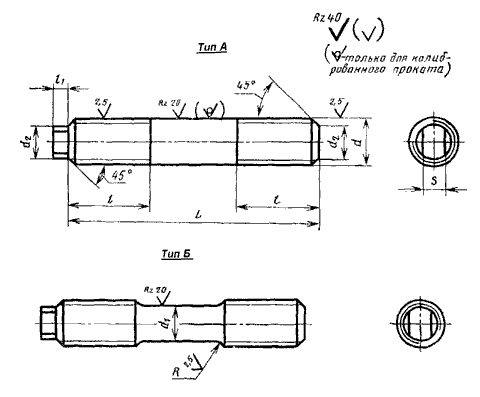
Шпилька - крепёжная деталь, представляющая собой металлический стержень с резьбой на обоих концах.
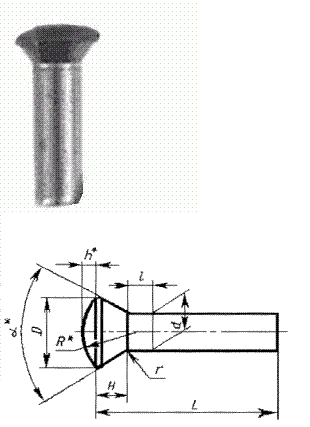
Заклёпка — деталь заклёпочного соединения в виде круглого стержня или трубы, с одной стороны имеющая закладную головку и образующуюся в процессе клёпки замыкающую (высадную) головку.
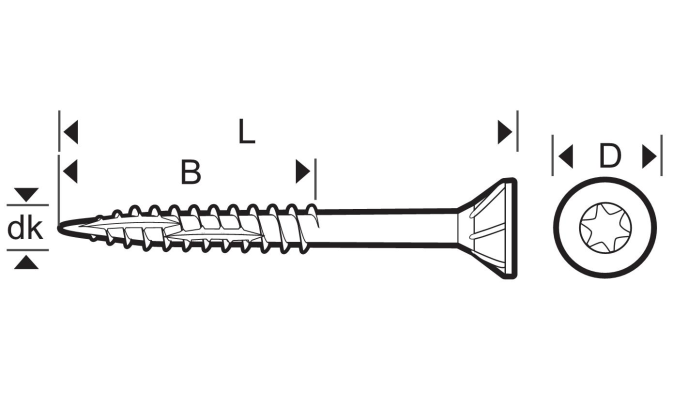
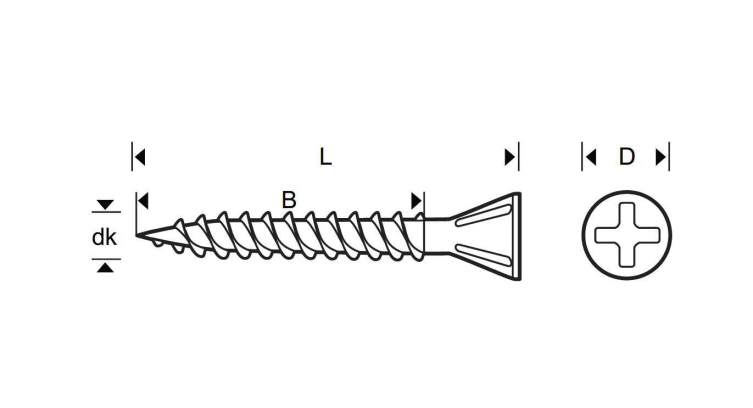
Шуру́п — крепёжное изделие в виде стержня с головкой и специальной наружной резьбой, образующей внутреннюю резьбу в отверстии соединяемого предмета.
Штифт — крепёжное изделие в виде цилиндрического или конического стержня, предназначенное для неподвижного соединения деталей, как правило, в строго определённом положении, а также для передачи относительно небольших нагрузок.
Виды штифтов:
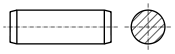
Цилиндрический
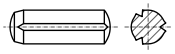
Зазубренный
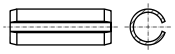
Сцепляющий
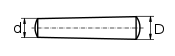
Конический
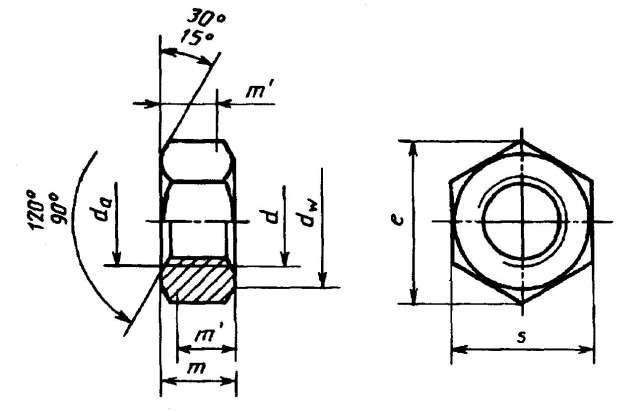
Гайка — крепёжное изделие в виде детали с резьбовым отверстием, образующее соединение при помощи винта, болта или шпильки.

Дюбель— крепёжное изделие, которое совместно с другим крепёжным изделием различными способами закрепляется в несущем основании и удерживает какую-либо конструкцию.
Наполнители. В качестве наполнителей используют органические или минеральные материалы. Они уменьшают расход дорогостоящего связующего (полимера) и оказывают существенное влияние на свойства пластмасс, придавая им надлежащую прочность, тепло- и огнестойкость, электро - и теплопроводность и т. д. Особое значение имеют порошкообразные (мел, тальк известняк), волокнистые (древесное волокно, стекловолокно) и листовые наполнители (бумага, хлопчатобумажные ткани, стеклоткань).
Красители добавляют для окрашивания пластических масс. Применяют как минеральные красители (мумия, охра, умбра, литопон, крон и т. д.), так и органические (нигрозин, родамин).
Противостарители, в-ва, повышающие стойкость пластич. масс, каучуков, резин и др. материалов к старению. Антиоксидантами являются ароматические амины, меркаптаны (группы SH), сульфиды, замещенные ОН. При окислении образуется цепь, взаимодействующая с радикалом на стадии их образования. Сульфиды и меркаптаны разлагают гидропероксиды.
Отвердители — химические вещества, которые вводят в композицию для отверждения (в процессе производства) термопластических полимеров. К числу наиболее распространенных отвердителей относится уротропин.
Стабилизаторы — вещества сложного химического состава, препятствующие старению пластмасс, т. е. изменению физико-химических свойств во времени. Они сохраняют стабильность структуры в процессе переработки пластмасс в. изделие, а в период эксплуатации предохраняют изделие от тепловых воздействий, атмосферных факторов, кислорода воздуха, солнечной радиации.
Пластификаторы. В качестве пластификаторов применяют малолетучие вещества, которые молекулярно распределяются в полимере, снижают их хрупкость и позволяют композиции хорошо формоваться в процессе производства изделий. К числу пластификаторов можно отнести камфору, олеиновую кислоту, диоктилфталат, стеарат аммония.
Структурообразователи — вещества, вводимые в полимерные материалы для получения полимерной матрицы определенной структуры. К ним относят тонко дисперсные порошки оксидов, нитридов металлов, карбиды, соли органических кислот, поверхностно-активные вещества. Они исполняют роль центров кристаллизации или понижают поверхностное натяжение на границе фаз.
Антистатики — вещества, понижающие статическую электризацию полимерных материалов (пластмасс, синтетических волокон, тканей и т. п.) вследствие повышения их электрической проводимости, что обусловливает утечку заряда. Антистатики вводят в состав материалов при их производстве и наносят на поверхность изделий в виде растворов, аэрозолей, эмульсий. Распространенные антистатики — поверхностно-активные вещества, порошки металлов, сажа.
Антипирены замедляют воспламенение и горение в связи с тем, что содержат замедлители горения (фосфаты аммония, бура, хлорид аммония), синергисты (вещества, усиливающие действие основного замедлителя) и стабилизаторы, ограничивающие расход замедлителя.
Антисептики - химические вещества, вводимые в состав полимерных материалов для предотвращения заражения и разрушения пластиков микроорганизмами, что особенно важно для изделий медико-биологического, пищевого назначения, а также для изделий, эксплуатирующихся в условиях тропического климата. Наиболее распространенные антисептики для пластмасс – органические соединения олова, меркаптаны, кремнефтористый натрий, тетрациклин, низин, ионы металлов.
Пенопласт — это класс материалов, представляющий собой вспененные (ячеистые) пластические массы. Поскольку основной объём пенопласта занимает газ, плотность пенопласта существенно ниже, чем плотность его исходного сырья (полимера). Это обусловливает сравнительно высокие теплоизоляционные и звукоизоляционные свойства материалов данного класса. Наиболее известными материалами данного класса являются: полиуретановые пенопласты, поливинилхлоридные пенопласты, фенол-формальдегидные, карбамид-формальдегидные пенопласты и полистирольный пенопласт.
Сотопласты — особый вид теплоизоляционного материала из пластических масс, имеющих полости (ячейки) правильной геометрической формы, обычно в виде пчелиных сот (шестигранников) с размером сторон 5—10 мм, иногда до 20 мм. Сотопласты могут изготовляться из бумаги, хлопчатобумажной ткани, стеклоткани, алюминиевой фольги или других материалов, пропитанных и склеенных синтетическими смолами-наполнителями.
Поропласты называют также пенопластами, имея в виду процесс их изготовления путем вспенивания и последующего отверждения основного материала. Некоторые исследователи считают, что пенопласты следует отличать от поропластов по структуре (у пенопластов поры замкнутые, не сообщающиеся между собой, а у поропластов — сообщающиеся). Сочетание двух различных фаз и ячеисто-пленочная структура обусловливают поропластам целый ряд особых свойств, выгодно отличающих их от других строительных материалов. Полимерная основа поропластов состоит из высокомолекулярных соединений.
Хранение резиновых изделий
Шкафы для резиновых изделий должны иметь плотно закрывающиеся дверцы, гладкую внутреннюю поверхность. Жгуты, зонды хранятся в подвешенном состоянии на съемных вешалках, расположенных под крышкой шкафа. Резиновые грелки, накладные круги, пузыри для льда хранят слегка надутыми. Съемные резиновые части приборов необходимо хранить отдельно. Эластичные катетеры, перчатки, бужи, резиновые бинты, напальчники хранят в плотно закрытых коробках, пересыпав тальком. Резиновые бинты пересыпают тальком по всей поверхности и хранят в скатанном виде.
Отдельно хранят прорезиненную ткань в рулонах, горизонтально подвешенную на стойках. Можно хранить ее на полках, уложенной не более чем в 5 рядов. Эластичные лаковые бужи, катетеры, зонды хранят в сухом месте. Изделия бракуются, если появляется их клейкость и размягчение.
При затвердении резиновых перчаток их помещают в теплый 5%-ный раствор аммиака на 15 мин, затем их разминают и держат 15 мин в 5%-ном водно-глицериновом растворе с температурой +40—50 °С.
Правила транспортировки резиновых изделий.
Транспортируют любым видом транспорта в условиях, предохраняющих от повреждения с соблюдением правил перевозки, установленных для данного вида транспорта.
Бензи́н — горючая смесь лёгких углеводородов с температурой кипения от 30 до 200 °C. Плотность около 0,75 г/см³. Теплотворная способность примерно 10500 ккал/кг (46 МДж/кг, 34,5 МДж/литр). Температура замерзания ниже -60 °C.
Получение
Бензин получают путем разгонки и отбора фракций нефти, выкипающих в определенных температурных пределах:
- до 100 °C — бензин I сорта,
-до 110 °C — бензин специальный,
-до 130 °C — бензин II сорта,
-до 265 °C — керосин («метеор»),
-до 270 °C — керосин обыкновенный,
-300 °C — производится отбор масляных фракций. Остаток считается мазутом.
Существует возможность отгона фракций бензина, с использованием коксованных и полукоксованных смол с применением их дополнительной очистки. Кроме того, бензин изготавливают при помощи синтез-газа посредством синтин-процесса.
Топливный бензин Топливный бензин можно разделить на две категории: авиационный и автомобильный. В отличие от автомобильного бензина авиационный бензин имеет гораздо более высокое октановое число, и содержит в себе большее количество легких фракций.
Для приготовления автомобильного бензина используют бензины прямой перегонки, бензины термического крекинга, бензины каталитического крекинга и каталитического риформинга, бензины коксования (для низкооктановых бензинов), алкилбензин, изопентан, толуол (для высокооктановых бензинов), бутан, бутан-бутиленовую фракцию, пентан-амиленовую фракцию и газовый бензин. Для повышения детонационной стойкости автомобильного бензина используют антидетонационные присадки, из которых самыми распространенными являются тетраэтилсвинец (ТЭС) и метилтретбутиловый эфир (МТБЭ). Используется в качестве топлива для двигателей внутреннего сгорания с искровым зажиганием. Автомобильный бензин изготовляют зимних и летних сортов, которые отличаются давлением насыщенного пара. Маркируют по октановым числам, замеренным по моторному или исследовательскому методу, или по обоим методам одновременно.
Разновидности бензина для автомобилей :
1. Летний - можно применять с середины весны и до начала осени (правило действует для северных районов)
2. Зимний. Зимний бензин предназначается для северных районов, а в средних и южных широтах его применяют с середины осени и до начала весны.
Зимний бензин от летнего отличается повышенным содержанием углеводородов и низкой температурой кипения. Основной принцип классификации сортов бензина - это его октановое число.
Бензин обозначается следующим образом: «А» - бензин для автомобилей; «Б» - бензин авиационный.
Виды бензина:
1.Низкооктановые
-АИ-80 (А-76) («стандарт»)-
-АИ-92 («регуляр»)
2. Высокооктановые
-АИ-95 («премиум»)
-АИ-98 («супер»)
При их производстве используются алкилбензин, изооктан, изопентан и толуол. Бензины АИ-95 и АИ-98 обычно получают с добавлением кислородсодержащих компонентов: метил-трет-бутилового эфира (МТБЭ) или его смеси с трет-бутанолом, получившей название фэтерол.
Неэтилированный бензин Аи 95 полностью отвечает европейским требованиям, конкурентоспособны на нефтяном рынке и предназначены в основном для зарубежных автомобилей, ввозимых в Россию.