

Фгбоу впо санкт-петербургский государственный политехнический университет
Кафедра «Технология конструкционных материалов и материаловедение»
КУРСОВОЙ ПРОЕКТ
Тема: Разработка конструкции детали и технологии изготовления отливки
Вариант 15
Студент группы 3044/1 : Никитина А.С.
Руководитель : Крупкина Е.Н.
Санкт-Петербург
2013
Оглавление
1.Выбор способа получения отливки. 3
2.Выбор сплава и его характеристика. 3
3.Выбор положения отливки в форме. 3
4.Анализ технологичности детали, изменение ее конструкции. 4
5.Разработка чертежа технологичной детали. Нанесение на него элементов литейной формы и отливки. 4
6.Расчет размеров отливки , модели, стержневых ящиков. 5
7.Разработка конструкции стержневых ящиков. 5
8.Проектирование модели. 5
9.Выбор способа подвода металла. Расчет литниковой системы. 6
10.Устройство и последовательность изготовления литейной формы. 7
1.Выбор способа получения отливки.
По данным габаритным размерам отливка является средней, а по форме - сравнительно простой. Характер производства – мелкосерийный, поэтому применение специальных видов литья в данном случае нецелесообразно. Выберем литье в песчаные формы, как наиболее универсальное и дешевое. Формовка – ручная.
2.Выбор сплава и его характеристика.
Сплав должен обеспечивать механические свойства, необходимые для условий работы детали, быть по возможности дешевым и иметь высокие технологические свойства.
Исходя из заданных условий работы (умеренные статические нагрузки) выбираем серый чугун. Серый чугун имеет сравнительно небольшую прочность, является хрупким, но успешно применяется при статических нагрузках. Обладает высокой жидкотекучестью, малой усадкой, хорошо обрабатывается резанием, сварке не подлежит. Серый чугун имеет высокие антифрикционные свойства. Окончательно выбираем по назначению серый чугун СЧ 20 ГОСТ 1412-85.
Механические свойства: НВ=2300 МПа, σв=200 МПа[I, стр.7].
3.Выбор положения отливки в форме.
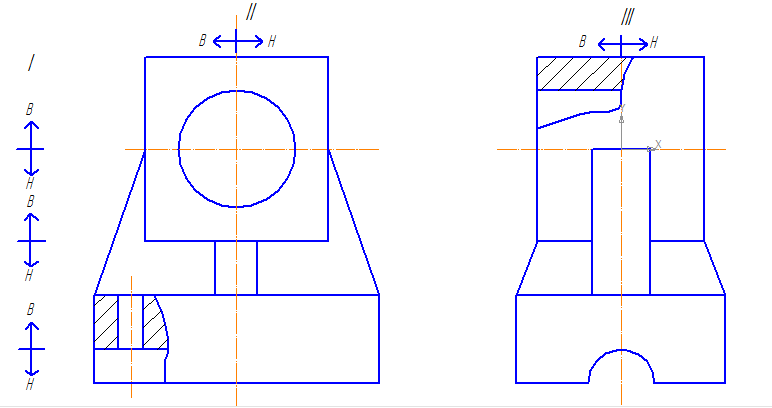
Рисунок 1. Выбор положения отливки.
На рисунке 1 показаны три варианта выбора отливки.
I вариант: не технологичен, так как использование трех разъемов существенно увеличивает себестоимость, поэтому не приемлем;
II вариант: технологичен, так как подразумевает использование всего лишь одного разъёма формы, что обеспечивает низкую себестоимость заготовки, шлаковые включения будут собираться на необрабатываемых поверхностях, что не скажется существенно на качестве заготовки;
III вариант: не технологично, в использование пойдут два стержня, это увеличит себестоимость детали.
4.Анализ технологичности детали, изменение ее конструкции.
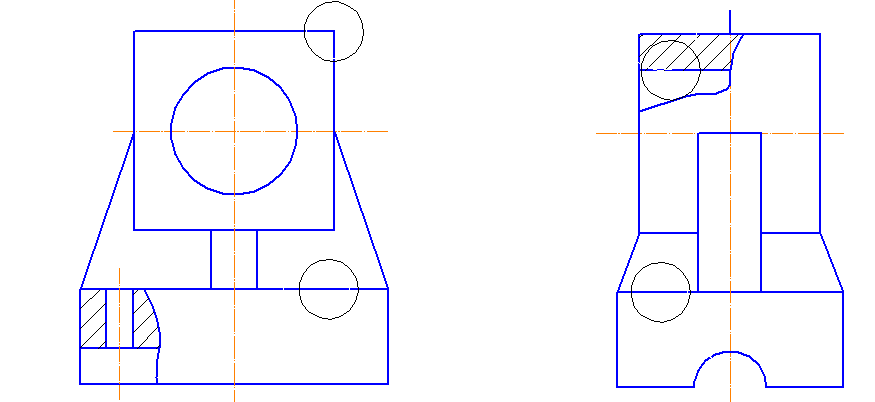
Внешние очертания: не технологичной является призматическая поверхность, которая заменяется подобной цилиндрической. Ребра жесткости не должны доходить да края основания , что тоже подлежит изменению.
Механическая обработка предусмотрена для минимального числа поверхностей, но объём её можно уменьшить, путем использования бобышек 3 и поднутрений 4.
Внутренние поверхности спроектированы технологично, так что изменению не подлежат.
Толщина стенок на исходном чертеже выбрана без учёта особенностей литейного производства. Деталь является разнотолщинной, а направленность металла при затвердевании не обеспечена.

