

Установка оптиметра на размер
установку прибора «на нуль» производят по блоку концевых мер размером, равным номинальному диаметру измеряемого объекта;
концевые меры тщательно промывают спиртом (бензином), притирают друг к другу и затем притирают к столику оптиметра;
кронштейн опускают до соприкосновения измерительного наконечника 3 с верхней плоскостью блока (рис.2.2).
постепенным опусканием кронштейна доводят изображения шкалы до положения, когда ее нулевой штрих установится либо напротив, либо немного ниже неподвижного указателя. Кронштейн закрепляют винтом 6;
столик 4 поднимают до тех пор, пока нулевой штрих шкалы установится напротив неподвижного указателя. После этого винтом 7 закрепляют положение столика;
снова проверяют нулевую установку прибора, приподнимая и опуская 2-3 раза наконечник 3;
установив окончательно шкалу «на нуль», снова приподнимают наконечник 3 и удаляют со стола блок концевых мер.
Проведение измерений
блок концевых мер заменяют объектом измерения (корпусом);
корпус располагают на предметном столике и опускают измерительный наконечник
смотрят в окуляр, и снимают показания с прибора, учитывая знак и цену деления шкалы;
определяют размер детали. Он равен алгебраической сумме размера блока концевых мер и показаний прибора (с учетом знака и цены деления шкалы).
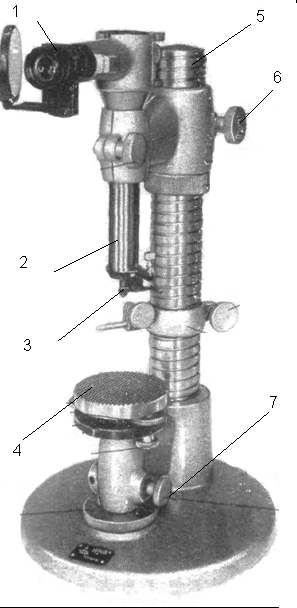
Рис 2.2. Оптиметр вертикальный
3. Индикатор часового типа с ценой деления 0,01 мм и пределом измерения от 2 до 10 мм.
Рычажно-зубчатые головки и индикаторы, как правило, закрепляют в штативах и стойках и применяют для абсолютных и относительных измерений размеров.
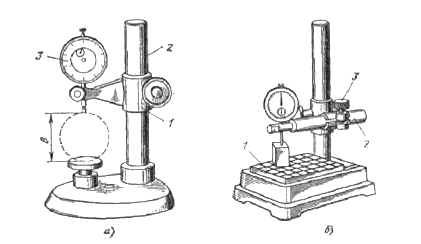
Стойки предназначены для закрепления головок при измерении размеров деталей методом сравнения с ПКМД (мерой длины) и при контроле отклонений формы и расположения поверхностей изделий, стойки изготовляют четырех типов: C-I, C-II, C-III и С-IV. Стойки типов C-I и С - II предназначены для закрепления измерительных головок с ценой деления 0,1—0,5 и 1—5 мкм. Стойка С-III (рис 3.2, а) предназначена для закрепления в кронштейне 1 измерительных головок или индикаторов часового типа 3 с присоединительным размером 8 мм. Колонка 2 — цилиндрическая. Стойка С-IV (рис. 3.2, б) отличается от стойки С-Ш формой стола 1 и Кронштейна со стержнем 2, закрепляемым в нем с помощью хомутика 3.

Штативы предназначены для закрепления измерительных головок с ценой деления 0,01 мм. Они имеют основание (рис. 3.3, а, б) с вертикально установленной колонкой 2, по которой возможно перемещение муфты 3 со стержнем 4 и с закреплённой на его конце измерительной головкой 5. Штатив типа Ш-II имеет устройство (винт 6 микроподачи) для тонкой установки головки на размер. Для поднятия головки микровинт вращают по часовой стрелке, а для опускания — против. Штативы с магнитным основанием (рис. 3.3, а) отличаются от штативов Других типов постоянными магнитами, встроенными в основания штативов. Посредством этих магнитов штативы удерживаются на стальных и чугунных изделиях без дополнительного их закрепления. Сила отрыва штативов с магнитным основанием составляет 300—1000 Н. Включение магнитов в основании штатива проводится рычагом 7.
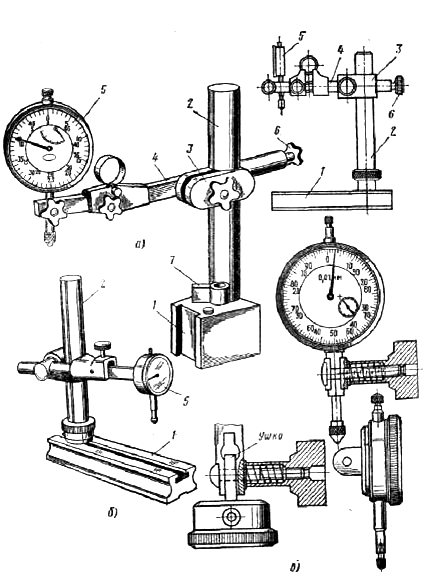
Рис. 3.3. Штативы типа ШМ-II (а), Ш-II (б) и примеры закрепления в них индикаторов часового типа (в)
Индикаторы часового типа предназначены для измерения линейных размеров абсолютным и относительным методами, определения величины отклонений от заданной геометрической формы и взаимного расположения поверхностей. Индикаторы с диапазоном измерения 2 - 10 мм выпускаются в двух исполнениях:
И Ч
- с перемещением измерительного стержня
параллельно шкале;
Ч
- с перемещением измерительного стержня
параллельно шкале;
ИТ - с перемещением измерительного стержня перпендикулярно шкале.
По исполнению корпуса индикаторы часового типа подразделяют на обыкновенные, брызгозащищенные и пылезащищенные. При обыкновенном исполнении механизм индикатора защищен от загрязнений и механических повреждений.
Б
Рис. 3.4. Индикатор часового типа
рызгозащищенное исполнение обеспечивает защиту индикатора от попадания в механизм брызг во время нахождения индикатора в брызгонесущей среде. Пылезащищенное исполнение предохраняет механизм индикатора от проникновения пыли во время его пребывания 6 среде с повышенной концентрацией пыли.
На лицевой стороне индикаторов часового типа имеются две шкалы: большая шкала 1 (рис. 3, а) с нанесенными на ней 100 делениями с ценой деления 0,01 мм и малая шкала 3 с миллиметровыми делениями. Перемещение измерительного стержня 5 на величину, равную 1 мм, вызывает поворот большой стрелки 2 на 360º (полный оборот) и малой стрелки 4 на одно деление, т.е. на 1 мм. При настройке индикатора на размер шкала / может быть повернута от руки и закреплена в требуемом положении с помощью стопора 6.

Рис. 3.5. Индикаторы часового типа
Измерения с помощью индикатора основаны на преобразовании рычажно-зубчатой передачей линейных перемещений измерительного стержня 5 в угловые перемещения стрелок 2 и 4 относительно их шкал. На измерительном стержне 5 нарезаны зубья рейки 3 (рис. 3, в), находящейся в зацеплении с зубчатым колесом z1 = 16, на одной оси с которым размещен зубчатое колесо z2 =100 большего диаметра. От этого колеса вращение передается центральному зубчатому колесу z3= 10, на одной оси с которым укреплена большая стрелка 2, расположенная над шкалой. С центральным зубчатым колесом находится в зацеплении второе большое зубчатое Колесо z4=100. К оси этого колеса одним концом присоединена спиральная пружина 4, второй конец которой закреплен на корпусе индикатора. Пружина обеспечивает работу зубчатых колес по одной стороне профиля, уменьшая тем самым влияние зазоров в зубчатых парах на погрешность измерений. На оси второго зубчатого колеса z4 укреплена стрелка миллиметровой шкалы индикатора.
Индикатор часового типа применяют для измерения размеров, отклонений формы и расположения поверхностей в стойке, штативе или специальном приспособлении. Измерения проводят абсолютным (непосредственной оценки) и относительным (сравнения с мерой) методами. Абсолютные измерения размеров, как и измерения отклонений формы и расположения, поверхностей могут быть проведены в пределах диапазона измерений индикатора.
ПОДГОТОВКА К ПРОВЕДЕНИЮ ИЗМЕРЕНИЙ.
Перед началом измерений слегка смоченной в бензине тканью удалить смазку с индикатора, затем протереть его сухой тканью. Особенно тщательно следует протирать измерительную поверхность шарика. При подготовке к выполнению измерений проводят следующие работы:
подготавливают блок из концевых мер длины;
закрепляют индикатор в стойку;
устанавливают индикатор на нуль; для этого:
устанавливают блок концевых мер на середину столика стойки. Затем опускают кронштейн до касания измерительного наконечника индикатора с поверхностью концевых мер;
устанавливают концевые меры серединой измерительной поверхности под наконечником индикатора (следует сообщить измерительному стержню натяг не менее 0,15 мм), а затем устанавливают стрелку индикатора против нуля, поворачивая ободок;
проверяют правильность установки на нуль. Для этого арретируют измерительный стержень индикатора (поднимают 2-3 раза на высоту 2-3 мм и отпускают его), снимают концевые меры, затем снова устанавливают их на столик и плавно опускают измерительный стержень индикатора. В этом положении стрелка должна стать снова на 0.
ПРОВЕДЕНИЕ ИЗМЕРЕНИЙ
При измерении размеров относительным методом по значению номинального размера изделия составляют блок 4 ПКМД, который устанавливают на стол 6 (см. рис. 3.5, ж) стойки. При необходимости кронштейн 2 с индикатором 3 поднимают и закрепляют его винтом 5. Индикатору 3 сообщают натяг 1 мм, после чего устанавливают большую стрелку на нулевую отметку. Измерительный стержень индикатора поднимают и заменяют блок 4 ПКМД соответствующим измеряемым валом. Вал устанавливают так, чтобы его ось была параллельна плоскости наконечника. Покачивая вал, определяют деление шкалы, на котором стрелка меняет направление своего перемещения, и снимают показания с прибора, учитывая знак и цену деления шкалы. Действительный размер изделия равен номинальному размеру блока ПКМД, сложенному с показаниями по шкале индикатора с учетом знака «+» или «—» отклонения от нулевой отметки шкалы индикатора.