

Конструкции преобразователей
Пьезоэлектрический преобразователь (ПЭП) - устройство, предназначенное для преобразования электрической (акустической) энергии в акустическую (электрическую). Принцип работы преобразователя основан на использовании пьезоэлектрического эффекта.

Рис. 5.4. Конструкции пьезопреобразователей:
а – прямого; б – наклонного; в – раздельно-совмещенного
аиболее широкое применение в ультразвуковой дефектоскопии получили контактные преобразователи. Конструкции основных типов преобразователей приведены на рис. 8. Пьезопластина 1 в контактном прямом совмещенном пьезопреобразователе (рис. 5.4. а) приклеена или прижата с одной стороны к демпферу 2, с другой - к протектору 3.
Прямые преобразователи предназначены для возбуждения продольных волн. В контактных наклонных совмещенных преобразователях (рис. 8, б) для ввода ультразвуковых колебаний под углом к поверхности контролируемого изделия применяют призму 8. Эти преобразователи предназначены для возбуждения в основном сдвиговых (поперечных) и поверхностных волн, а также продольных волн, наклонных к поверхности контролируемого объекта.
Вибратор контактных раздельно-совмещенных преобразователей (рис. 26, в) состоит из двух призм 8 с приклеенными к ним пьезопластинами /, которые разделены электроакустическим экраном 9. Он служит для предотвращения прямой передачи сигналов от излучающей пьезопластины, подключенной к генератору, к приемной пьезопластине, подключенной к усилителю электронного блока дефектоскопа.
Пьезопластина обычно имеет толщину, равную половине длины волны ультразвука в пьезоматериале на рабочей частоте. Противоположные поверхности пьезопластины покрыты металлическими (обычно серебряными) электродами для приложения электрического поля. Во избежание пробоя область по краям пластины не металлизируют. Формой электродов определяются работающие участки пьезопластины. На высоких частотах (20...30 МГц) присоединенная масса электродов смещает резонансную частоту пьезопластины в область более низких частот.
Демпфер служит для ослабления свободных колебаний пьезопластины, управления добротностью преобразователя и защиты пьезопластины от механических повреждений. Материал и форма демпфера должны обеспечивать достаточное затухание и отвод колебаний, излученных пьезопластиной в материал демпфера без возвращения их к пластине. Ослабление колебаний пьезопластины тем сильнее, чем лучше согласованы характеристические импедансы материалов пьезопластины и демпфера.
Демпферы обычно изготавливают из искусственных смол (эпоксидных) с добавками порошковых наполнителей с высокой насыпной плотностью, необходимой для получения требуемого характеристического импеданса. Для уменьшения многократных отражений демпфер выполняют в виде конуса, либо тыльную поверхность демпфера выполняют непараллельной пьезопластине. либо в материал демпфера вводят рассеиватели.
Протектор служит для защиты пьезопластнны от механических повреждений и воздействия иммерсионной или контактной жидкости, согласования материала пьезопластины с материалом контролируемого изделия или средой, улучшения акустического контакта при контроле контактным способом. Материал протектора должен обладать высокой износостойкостью и высокой скоростью звука, которая определяет необходимую толщину. Последняя обычно выбирается равной 0.1…0,5 мм. Для изготовления протекторов применяют кварц, сапфир, бериллий, сталь, твердые сплавы, керамику, а также материалы на основе эпоксидных смол с порошковыми наполнителями (кварцевый песок, корундовый порошок) и т.п.
Для обеспечения стабильности акустического контакта протектор делают из эластичного материала с большим затуханием ультразвука и волновым сопротивлением, близким к сопротивлению контактной жидкости, например из пленки полиуретана. Такой протектор облегает неровности поверхности изделия и способствует устранению интерференции в слое контактной жидкости, т.е. основной причины нестабильности контакта.
Для улучшения передачи ультразвука от пьезопластины в иммерсионную жидкость используют четвертьволновые протекторы, обеспечивающие просветление границы пьезопластина - жидкость.
Призму
изготовляют
обычно из материала с небольшой
скоростью звука (оргстекло, капролон,
поликарбонат,
полиамидоимид, деклон, эпоксидные
компаунды), что позволяет при
относительно небольших углах падения
 получать углы преломления
получать углы преломления
 до 90°. Высокое
затухание ультразвука в призме
обеспечивает ослабление не вошедшей
в изделие волны, которое увеличивается
в результате многократных отражений.
Для улучшения
этого эффекта в призме часто
предусматривается ловушка,
удлиняющая путь отраженных колебаний.
На пути
этих колебаний располагают зоны небольших
отверстий,
грани призмы выполняют ребристыми или
приклеивают
к ним материалы с приблизительно
одинаковым
характеристическим импедансом, но со
значительно большим затуханием.
до 90°. Высокое
затухание ультразвука в призме
обеспечивает ослабление не вошедшей
в изделие волны, которое увеличивается
в результате многократных отражений.
Для улучшения
этого эффекта в призме часто
предусматривается ловушка,
удлиняющая путь отраженных колебаний.
На пути
этих колебаний располагают зоны небольших
отверстий,
грани призмы выполняют ребристыми или
приклеивают
к ним материалы с приблизительно
одинаковым
характеристическим импедансом, но со
значительно большим затуханием.
Для того чтобы в изделие проходили волны только одного типа, угол падения (наклона призмы) делают либо небольшим (при этом поперечные
волны практически не возбуждаются), либо в интервале между первым и вторым критическим углами. В этом случае при переходе из призмы в изделие излучаемые пьезопластиной продольные волны трансформируются в поперечные. Для пары оргстекло - сталь эти условия выполняются при углах < 7° и 28° < < 58°. Призмы с малыми углами используют обычно в раздельно-совмещенных, а с большими углами - в наклонных преобразователях. Кроме того, призмы с углами 27 и 60° используют для возбуждения головной волны и поверхностной волны Рэлея соответственно.
Для возбуждения наклонных к поверхности продольных волн призмы делают с углами 18 ... 24°. Такие преобразователи применяют для контроля сварных соединений из аустенитных сталей. Поперечные волны в изделиях в этом случае являются источником помех.
Для получения произвольных углов ввода применяют универсальные (с переменным углом ввода) преобразователи, в которых с помощью простого механизма пьезоэлемент перемещают по окружности полуцилиндра либо изменяют его положение внутри призмы или локальной ванны.
В раздельно-совмещенных преобразователях призма должна удовлетворять дополнительным требованиям. Например, в толщинометрии важно, чтобы время прохождения колебаний сквозь призму не зависело от температуры, поэтому в этом случае призму изготовляют, например, из плавленого кварца, имеющего малые температурные коэффициенты линейного расширения и изменения скорости ультразвука.
Корпус служит для обеспечения прочности конструкции, а также для экранирования от электромагнитных помех, поэтому корпус из пластмассы металлизируют.
Электрические контакты выполняют пайкой легкоплавкими припоями, особенно на пьезокерамических пластинах, во избежание их располяризации.
Для соединения преобразователя с электронным блоком дефектоскопа применяют максимально гибкий кабель (микрофонный или коаксиальный). Часто для согласования с электронным блоком дефектоскопа внутри корпуса преобразователя размещают трансформатор, катушку индуктивности, резистор, а иногда и предварительный усилитель.
Ультразвуковой дефектоскоп предназначен для обнаружения неоднородности в изделии, определения их координат, размера и характера путём излучения импульсов ультразвуковых колебаний, приёма и регистрации отраженных от неоднородности эхо-сигналов.

Рис. 5.5. Структурная схема теневого дефектоскопа.
Генератор зондирующих импульсов 7 вырабатывает импульс электрического напряжения, возбуждающий ультразвуковые колебания в электроакустическом преобразователе 3, который излучает их в объект контроля. Проходящие сквозь объект контроля ультразвуковые сигналы принимаются другим преобразователем, трансформируются в электроакустические импульсы и поступают на вход усилителя 1. Коэффициент его усиления регулируется во времени с помощью системы временной регулировки чувствительности 4, благодаря чему компенсируется ослабление ультразвукового импульса в объекте контроля. Усиленный до определенной величины сигнал поступает на индикатор 6 - электронно-лучевую трубку и автоматический сигнализатор дефектов (регистрирующее устройство) 2. Синхронизатор 8 обеспечивает требуемую временную последовательность работы всех узлов дефектоскопа.
Одновременно с выпуском генератора импульсов (или с некоторым заданным запаздыванием) он приводит в действие генератор развертки 9 ЭЛТ. Развертка позволяет различить по времени прихода сигнал от объектов отражения ультразвука, расположенных на разном расстоянии от ЭЛТ, например сигналы от дефектов отличить от данного сигнала.
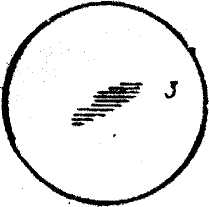
1. Горизонтальная развертка типа А (рис. 5.6. а) синхронизирована с перемещением импульса в изделии. Отклонение луча в вертикальном направлении пропорционально амплитуде принятого сигнала. Сигнал 1 соответствует зондирующему импульсу, сигнал 2 — прошедшему сигналу в бездефектной области; в зоне дефекта амплитуда сигнала уменьшается 3 или сигнал пропадает.
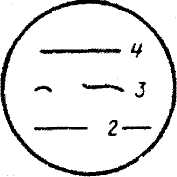
2. Развертка типа В (рис. 5.6. б) представляет собой сечение контролируемого изделия. Отклонение луча по вертикали пропорционально времени пробега импульса в изделии, отклонение по горизонтали — перемещению искателя по поверхности изделия. Принятые начальный 4 и донный 2 импульсы и сигнал 3 от дефекта управляют подсветкой луча ЭЛТ. Развертка может быть получена только на ЭЛТ с послесвечением или на самописце.
Развертка типа С (рис. 5.6. в) представляет план участка изделия. Вертикальное и горизонтальное отклонения луча соответствуют перемещению искателя в двух направлениях по поверхности изделия. Эхо-сигналы 3 от дефектов управляют подсветкой луча ЭЛТ. Развертка может быть получена на ЭЛТ с длительным послесвечением или на самописце.

а) б) в)
Рис. 5.6. Развертки, применяемые в дефектоскопах.
Синхронизатор также управляет работой блоков временной регулировки чувствительности и автоматический сигнализатор дефектов. Измерительное устройство 5 обрабатывает сигналы, поступившие от усилителя, с учетом времени поступившего сигнала от синхронизатора и выдаёт цифровую информацию на ЭЛТ или на отдельное табло.
Генератор зондирующих импульсов содержит два основных элемента: колебательный контур, включающий в себя ЭЛТ, пьезопреобразователь, и электронную схему, обеспечивающие генерацию коротких радиоимпульсов той или иной формы. В колебательном контуре параллельно или последовательно пьезоэлементу включены индуктивность и активное сопротивление. Несущая частота импульсов подстраивается индуктивностью. Обычно генерируются ударные экспоненциальные затухающие импульсы-колебания, хотя энергетически более рациональной их формой является колоннообразная. В приборе регулируется амплитуда и длительность генерирующих импульсов.
Система временной регулировки чувствительности предназначена для генерирования регулирующего сигнала определенной формы, с помощью которого изменяется во времени усиление усилителя высокой частоты. Система временной регулировки чувствительности компенсирует ослабление импульса, обусловленного дифракционным расхождением и затуханием. Исходя из этого, закон изменения усиления должен быть обратным закону убывания амплитуд отраженных сигналов от одних и тех же дефектов по мере их удаления от преобразователя. Эти законы разные для отражателей различной формы и размеров, поэтому идеальную систему временной регулировки чувствительности создать нельзя.
Индикатором
принятых сигналов служит, как правило,
ЭЛТ. Чаще всего на вертикально отклоняющие
пластины падают длинные до необходимой
величины полезные сигналы, а на
горизонтально отклоняющиеся - напряжение
развертки. Развертку синхронизируют с
частотой зондирующих посылок. Необходимую
длительность развертки определяют:
скорость звука в материале и максимальная
толщина объекта контроля
![]()
При большой толщине объекта контроля сигналы от близкорасположенных друг к другу отражателей плохо различимы для линии развертки. С целью преодоления этого недостатка многие дефектоскопы снабжены схемой задержки развертки, с помощью которой запуск развертки осуществляют не зондирующим импульсом, а первым отраженным от поверхности объекта контроля сигналом, или сигналом, произвольно регулируемым во времени. Рассмотренную систему развертки «время-амплитуда» называют разверткой типа А.
Синхронизатор 8 представляет собой автоколебательную импульсную систему. Его обычно выполняют по схеме мультивибратора.
Частоту генерирующих синхронизатор - запускающих импульсов выбирают в зависимости от задач контроля в пределах от 50 до 8000 Гц. Так как частота синхронизатора определяет период следования зондирующих посылок, то с точки зрения увеличения скорости контроля её желательно выбирать возможно большей. Однако она ограничивается затуханием ультразвука и толщиной объекта контроля, поскольку необходимо, чтобы импульс, излученный в объекте контроля полностью затух до поступления следующей посылки.
Система автоматической сигнализации дефектов (АСД) предназначена для автоматической фиксации моментов обнаружения дефекта. Её можно рассматривать как частный случай регистратора. Система АСД дает звуковой или световой сигнал при выявлении дефекта, что позволяет повысить надежность полученных результатов.