

Отсчет по микроскопу штриховой окулярной головки
При измерении углов отсчет ведется по микроскопу штриховой окулярной головки. В поле зрения микроскопа видны одновременно два-три штриха градусной шкалы (рис. 8) и минутная шкала с делениями от 0 до 60.
Индексом при отсчетах служит начальный штрих «0» минутной шкалы. Градусный штрих, находящийся в зоне шкалы, будет указывать число градусов.
Отсчет минут ведется справа налево от нуля минутной шкалы до штриха градусной шкалы. На рис. 8 отсчет равен 121°34´.
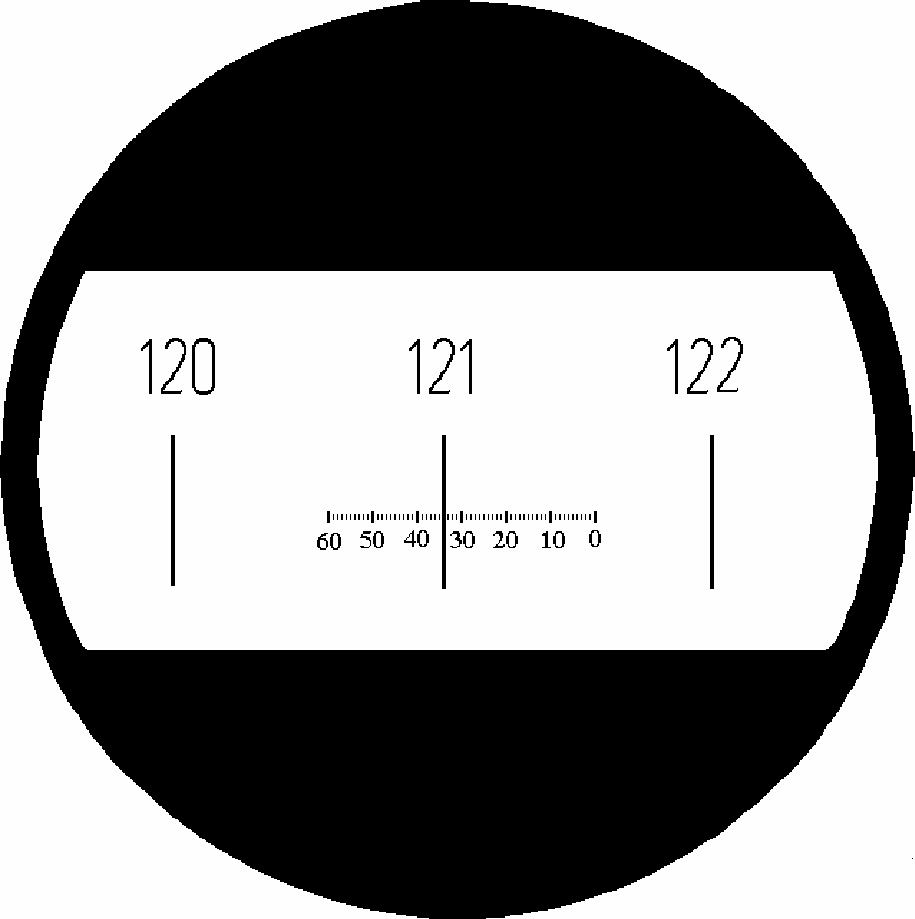
Рис. 4 Градусная шкала.
Деления минутной шкалы позволяют вести отсчет долей минуты на глаз с точностью до 0,3 минуты.
Скоба индикаторная
Определение, метрологические характеристики инструмента. Скоба измерительная скоба предназначена для измерения действительного диаметра в данном сечении, среднего диаметра осей и их овальности. Скобу применяют при ремонте и техническом контроле. На данный момент скоба индикаторная уже давно внедрена в производство, что способствует снижению брака при изготовлении и восстановлении изношенных деталей в 1,5 раза.
Измерительное усилие - 800 сН
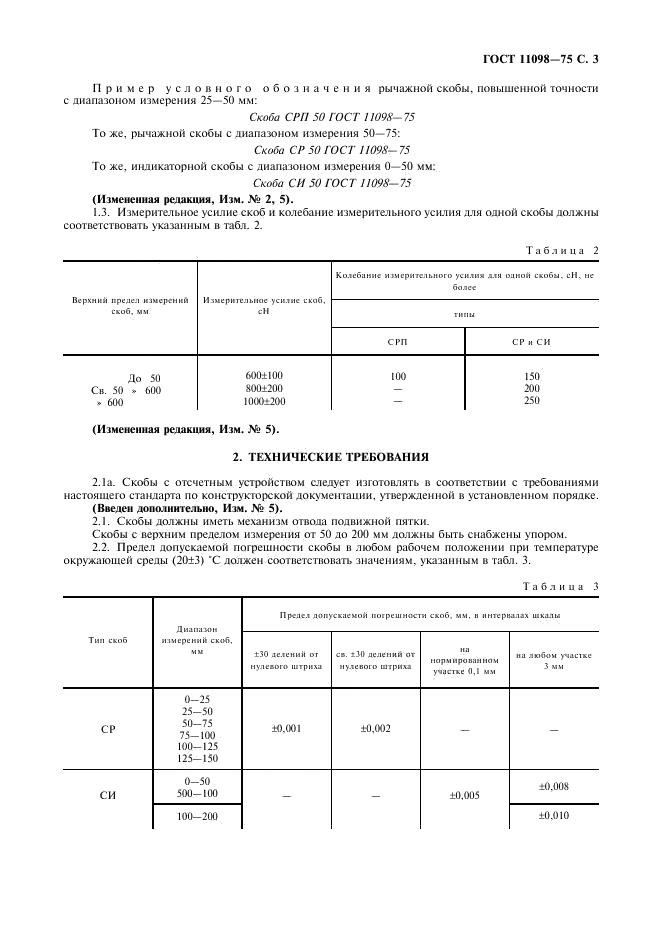
ГОСТ 11098-75 Скобы с отсчетным устройством. Настоящий стандарт распространяется на скобы с пределами измерений до 1000 мм, оснащенные отсчетным устройством с ценой деления 0,001, 0,002 и 0,010 мм. предназначенные для линейных измерений, и устанавливает обязательные требования к измерениям
Стандарт не распространяется на скобы специального назначения.
Основными причинами, приводящими к неточным данным при измерении, являются неумение пользоваться инструментом, использование поврежденного инструмента (в том числе и со сбитой нулевой отметкой на шкале), загрязненность рабочих поверхностей инструмента и самого измеряемого предмета, измерение нагретой или охлажденной детали. Поэтому очень важно хранить измерительные инструменты в защитных футлярах, своевременно удалять с них загрязнения, проверять соответствие исходной отметки на шкале нулевому значению.
Скобы с отсчетным устройством следует изготовлять в соответствии с требованиями настоящего стандарта по конструкторской документации, утвержденной в установленном порядке. Скобы должны иметь механизм отвода подвижной пятки, а также скобы с верхним пределом измерения от 50 до 200 мч должны быть снабжены упором.
Предел допускаемой погрешности скобы в любом рабочем положении при температуре окружающей среды (20±3)ºС должен соответствовать значениям, указанных в таблицах.

Обозначение |
Диапазон измерений, мм |
Габаритные размеры, не более, мм |
Погрешность на любом участке 3 мм , мм |
СИ 50 |
0-50 |
282x131x46 |
± 0,008 |
СИ 100 |
50-100 |
332x163x46 |
± 0,008 |
СИ 200 |
100-200 |
435x210x48 |
± 0,010 |
СИ 300 |
200-300 |
556x271x48 |
± 0,012 |
СИ 400 |
300-400 |
659x326x48 |
± 0,012 |
СИ 500 |
400-500 |
759x389x48 |
± 0,015 |
СИ 600 |
500-600 |
859x459x48 |
± 0,015 |
СИ 700 |
600-700 |
959х527х48 |
± 0,020 |
СИ 850 |
700-850 |
1109х629х48 |
± 0,020 |
СИ 1000 |
850-1000 |
1259х699х48 |
± 0,030 |
У скоб типа СИ, в случае использования в качестве отсчетного устройства индикатора, нормированный участок 0,1 им устанавливается в пределах второго оборота.
Размах показаний не должен превышать 1/3 цены деления отсчетного устройства.
Измерительная поверхность переставной пятки и упора должна быть плоской, а подвижной пятки — плоской у скоб с верхним пределом измерений до 200 мм и сферической с радиусом сферы от 80 до 100 мм — у скоб с верхним пределом измерений более 200 мм.
Отклонения от плоскостности и параллельности измерительных поверхностей скоб не должны превышать величин, указанных в таблицах.
На расстоянии 0.5 мм от края измерительной поверхности допускаются завалы
Сферические и плоские измерительные поверхности пяток скоб должны быть оснащены твердым сплавом.
По заказу потребителя измерительные поверхности пяток скоб должны изготовляться без оснащения твердым сплавом.
Р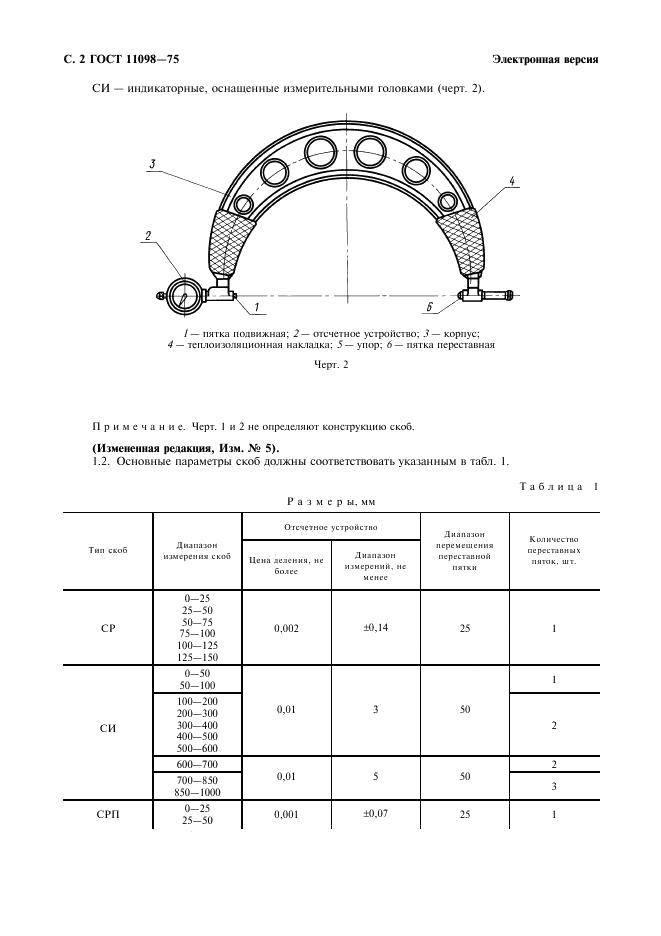 ис.5.
Схема скобы индикаторной.
ис.5.
Схема скобы индикаторной.