

3.4 Модель напряженного состояния в зоне резания
Напряженное состояние рассматривается в переходной зоне, на передней поверхности инструмента и в стружке. Момент силы R относительно режущей кромки не учитывается.
Рис.
D
Под действием силы Rсж возникает сжимающее напряжение 1, а под действием части силы Rсдв, распределенной на участке Аа’ - сжимающее напряжение 2. По оси, перпендикулярной чертежу, возникает сжимающее напряжение 3, препятствующее развитию деформаций в этом направлении. Доказано, что 1 = 2 = 3 = p, где p - гидростатическое давление, названное по аналогии с давлением в жидкостях, находящихся в покое.
Таким образом, напряженное состояние в переходной зоне характеризуется касательным напряжением сдв с наложенным на него гидростатическим давлением p. Значения гидростатического давления p и касательного напряжениясдв определяются делением соответствующей силы на площадь ее действия (см. рис.6):
p = Rсж /(АМ b) = Rсж sin /(a b) (10)
сдв = Rсдв /(АМ b) = Rсдв sin /(a b)
Выразим значения Rсж и Rсдв через силу R:
Rсж = R sin(+-)
Rсдв = R cos(+-)
Окончательно получаем:
p = R sin(+-) sin /(a b) (11)
сдв = R cos(+-) sin /(a b)
Напряжение сдв постоянно на всей длине переходной зоны, хотя и изменяется за время образования элемента стружки от предела текучести обрабатываемого материала до предела текучести материала стружки. Гидростатическое давление p увеличивается при приближении к передней поверхности инструмента. По формулам (11) определяются средние значения напряжений сдв и p.
Рис.
E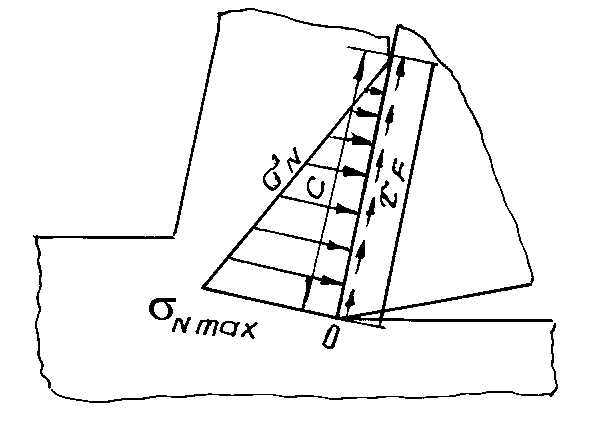
С = 2а cos / [sin(+-) sin] (12)
Напряжение F принимается неизменяющимся на длине С (см. рис. 7). Средние значения нормальных N СР и касательных F СР напряжений определяются следующим образом:
N СР = N / (b С) = R cos / (b С) (13)
F СР = F / (b С) = R sin / (b С)
Как отмечалось, передача силового воздействия со стороны передней поверхности инструмента в переходную зону идет через упруго напряженную стружку. Для этого она должна обладать необходимой прочностью. Если ее прочность будет недостаточна, то сливная стружка образовываться не будет. Будет формироваться другой тип стружки (скалывания или отрыва), т. е. сливная стружка будет образовываться тогда, когда обеспечивается ее минимально необходимая несущая способность.
Рис.
F
Величина напряжения СДВ СТР определяется исходя из следующего принципа. Толщина стружки а1 устанавливается ровно такой, при которой прочность стружки (несущая способность) достаточна для передачи в переходную зону воздействия, необходимого для преодоления сопротивления СДВ . Исходя из этого и определяется СДВ СТР . При > его величина равна:
СДВ СТР = R [ 2 cos - sin (- ) sin(+-)] / (2 a b Ka) (14)
Входящий в формулы для вычисления напряжений угол определяется следующим образом. Исходя из формулы (5):
= arc tg (Ry / Rz + ) (15)