

4.4.3. Расчет крепления раскосов решетки к ветви колонны
Крепления раскосов производится механизированной сваркой в среде углекислого газа на усилие в раскосе Nр = 126 кН. Сварочная проволока Св-08Г2С (табл. 4.11).
Расчетные сопротивления углового шва при расчете: по металлу шва Rwf = 21,5 кН/см2 согласно табл. 4.12; по металлу границы сплавления Rwz = 0,45Run = 0,45 ∙ 37 = 16,65 кН/см2. Сварка элементов выполняется в нижнем положении. Коэффициенты глубины провара шва для механизированной сварки: βf = 0,9 при расчете по металлу шва; βz = 1,05 при расчете по металлу границы сплавления (табл. 4.13). При βzRwz = 17,48 кН/см2 меньше βfRwf = 19,35 кН/см2 шов рассчитывается по металлу границы сплавления.
Таблица 4.11
Материалы для сварки, соответствующие стали
Сталь |
Материалы для сварки |
||||
в углекислом газе (по ГОСТ 8050) |
под флюсом (по ГОСТ 9087) |
порошковой проволокой (по ГОСТ 26271) |
покрытыми электродами типов (по ГОСТ 9467) |
||
Марка |
Тип электродов |
||||
сварочной проволоки для автоматической и механизированной сварки (по ГОСТ 2246) |
флюса |
порошковой проволоки |
|||
Run < 29 кН/см2 |
Св-08Г2С |
Св-08А |
АН-348-А АН-60 |
ПП АН-3 ПП АН-8 |
Э42* Э42А |
Св-08ГА |
Э46* Э46А |
||||
29 ≤ Run <59 кН/см2 |
Св-10ГА** |
АН-17-М АН-43 АН-47 |
Э50* Э50А |
||
Св-10Г2** Св-10НМА |
|||||
* Флюс АН-60 и электроды Э42, Э46, Э50 следует применять для конструкций групп 2,3 при расчетной температуре t ≥ –45оС.
** Не применять в сочетании с флюсом АН-43.
Таблица 4.12
Нормативные и расчетные сопротивления металла швов сварных соединений с угловыми швами
Сварочные материалы |
Rwun, кН/см2 |
Rwf, кН/см2 |
||||
Тип электрода (по ГОСТ 9467) |
Марка проволоки |
|
|
|||
Э42, Э42А |
Св-08, Св-08А |
41 |
18 |
|||
Э46, Э46А |
Св-08ГА |
45 |
20 |
|||
Э50, Э50А |
Св-08Г2С, Св-10ГА, ПП-АН-8, ПП-АН-3 |
49 |
21,5 |
|||
Э60 |
Св-08Г2С*, Св-10НМА, Св-10Г2 |
59 |
24 |
|||
* Только для швов с катетом kf ≤ 8 мм в конструкциях из стали с пределом текучести
44 кН/см2 и более.
Усилия, воспринимаемые швами:
у обушка
Nоб = (1 – α)Nd = (1 – 0,3) 126 = 88,2 кН;
у пера
Nп = αNd = 0,3 · 126 = 37,8 кН.
Таблица 4.13
Значения коэффициентов f и z
Вид сварки при диаметре сварочной проволоки сплошного сечения d, мм |
Положение шва |
Коэффи-циент |
Значения коэффициентов f и z при нормальных режимах сварки и катетах швов, мм |
|||
3–8 |
9–12 |
14–16 |
Св. 16 |
|||
Автоматическая при d = 3–5 |
В лодочку |
f |
1,1 |
0,7 |
||
z |
1,15 |
1,0 |
||||
Нижнее |
f |
1,1 |
0,9 |
0,7 |
||
z |
1,15 |
1,05 |
1,0 |
|||
Автоматическая и механизированная при d = 1,4–2 |
В лодочку |
f |
0,9 |
0,8 |
0,7 |
|
z |
1,05 |
1,0 |
||||
Нижнее, горизонтальное, вертикальное |
f |
0,9 |
0,8 |
0,7 |
||
z |
1,05 |
1,0 |
||||
Ручная и механизированная при d < 1,4 или порошковой проволокой |
В лодочку, нижнее, горизонтальное, вертикальное, потолочное |
f |
0,7 |
|||
z |
1,0 |
|||||
Определяем расчетные длины швов:
у пера, задаваясь минимальным катетом шва kf = tуг – 1 = 6 – 1 = 5 мм,
lw,п = Nпn/(βzRwzγc) = 37,8 0,95 / (1,05 · 0,5 · 16,65 · 1,05) = 3,91 см,
принимаем 50 мм с учетом 1 см на дефекты шва в его начале и конце;
у обушка при катете шва kf = 5 мм
lw,об = Nобn/(βzRwzγc) = 88,2 0,95 / (1,05 · 0,5 · 16,65 · 1,05) = 9,13 см,
принимаем 110 мм.
Для увеличения жесткости на скручивание сквозной колонны с соединительными решетками в двух плоскостях отправочные элементы колонны следует укреплять диафрагмами, расположенными у концов отправочного элемента (рис. 4.5). В сквозной колонне с решеткой в одной плоскости диафрагмы располагаются не реже чем через 4 м.
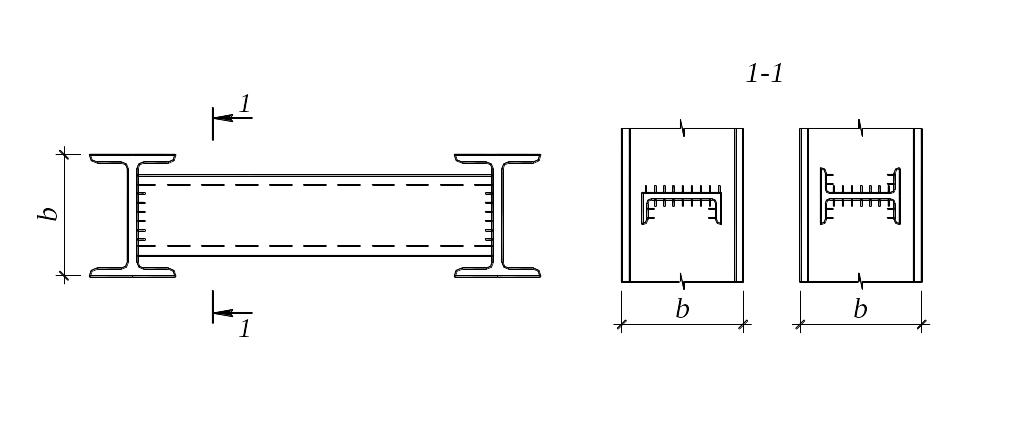
Рис. 4.5. Устройство диафрагм
Диафрагмы выполняются в виде швеллера при b 600 мм и в виде двутавра при b > 600 мм.