

Особливості конструювання деталей що отримують різанням
1. Розташування деталей на кресленні повинно співпадати з її розташуванням при виготовленні (з розташуванням на станку).
Якщо деталь обробляють на декількох станках, то її розташовують як для токарної обробки або для того виду обробку, який є основним.
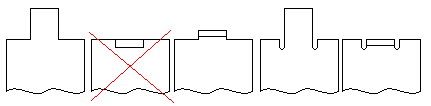
2. Конфігурація деталей повинна забезпечувати можливість їх виготовлення з використанням стандартного (нормального) інструменту.
Н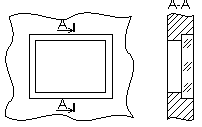 ехай
потрібно спостерігати за процесами в
середині герметичного корпусу (виробництво
серійне). Спостереження – при регламентних
роботах.
ехай
потрібно спостерігати за процесами в
середині герметичного корпусу (виробництво
серійне). Спостереження – при регламентних
роботах.
В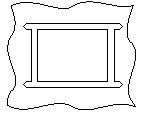 иступи
– щоб виготовити цей виріб за допомогою
стандартного інструменту (фреза).
иступи
– щоб виготовити цей виріб за допомогою
стандартного інструменту (фреза).
3. При проектуванні деталей, що виготовляються різанням (точінням) необхідні фаски і галтелі.
Галтелі потрібні для зменшення концентрації напруг. Необхідність фасок обумовлена: (1) – зниження ймовірності травматизму; (2) – спрощення складання;
Якщо фаски не припустимі, то
це потрібно окремо обумовлювати у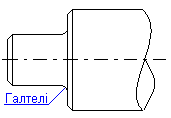 легенді креслення.
легенді креслення.
4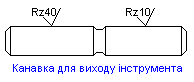 .
Потрібно розмежовувати поверхні з
різними видами обробки для виходу
інструменту.
.
Потрібно розмежовувати поверхні з
різними видами обробки для виходу
інструменту.
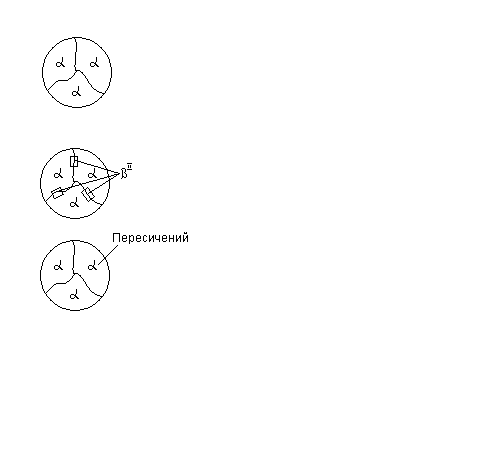
5. По двом поверхням не можна забезпечити з’єднання наступних деталей.
Н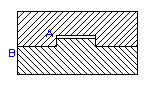 еприпустиме
спряження деталей по двом та більше
поверхням.
еприпустиме
спряження деталей по двом та більше
поверхням.
Для підвищення відтворюваності вузла, що складається необхідно вводити гарантований зазор, тоді з’єднання двох деталей буде гарантуватися по поверхні В.
6. Поверхні входу та виходу свердла повинні бути перпендикулярні його осі.

Особливості конструювання деталей, що виготовляються холодною штамповкою.
Класи:
((1)) – холодна штамповка, що супроводжується місцевим руйнуванням матеріалу заготовки.
В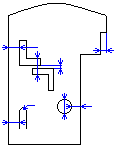
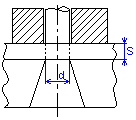 сі
ці розміри мають бути не меншими товщини
деталі.
сі
ці розміри мають бути не меншими товщини
деталі.
Виняток: d < S;
((2)) – холодна штамповка, що супроводжується не пружною деформацією.
Радіус згину не менше товщини (приблизно дорівнює товщині).
Згинання здійснюється з радіусом r < S.
Лекція №3 Класифікація видів термообробки по Бочвару
1) Відпал I–го роду.
2) Відпал II–го роду.
3) Загартування.
4) Відпущення.
1. Відпал I–го роду – об’єднує види термообробки що не супроводжуються фазовими перетвореннями (дифузійний кристалізаційний відпал).
2. Відпал II–го роду – об’єднує види термообробки що супроводжуються фазовими перетвореннями. Фазові перетворення можливі тільки для сплавів з анатропічними (поліморфними) перетвореннями.
3. Загартування – об’єднує види термообробки при яких фіксується нерівноважний стан.
3.1. Загартування сплавів кольорових металів (підвищує пластичність).
Фіксується нерівноважний стан α-твердого розчину що забезпечує пластичні властивості сплаву.

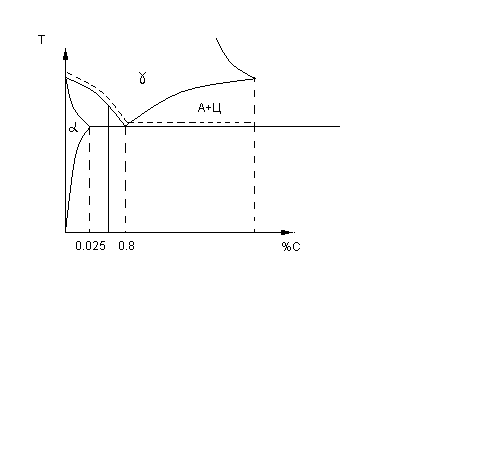
3.2. Загартування сталі (підвищує міцність, твердість, пружність).
При загартуванні сталі фіксація нерівноважного стану (перенасиченого розчину вуглецю в α- модифікації мартенситу) призводить до втрати пластичних властивостей сталі в обмін на твердість та хрупкість.
Графічною моделлю процесів які відбуваються при загартуванні сталі є ТТТ діаграма.
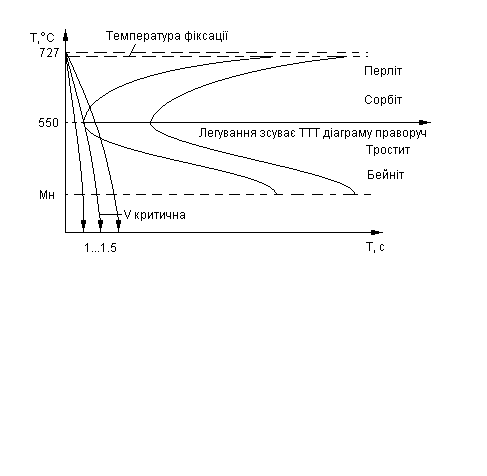
Легування (всіма легуючими компонентами крімCo) зсуває ТТТ діаграму праворуч при цьому швидкість охолодження при загартуванні падає, тобто можна проводити охолодження на повітрі – це самопал. .
Охолодження відбувається з V критичне що дорівнює (727...550˚С)/1с ≈200˚С/с
Високе відпущення – при температурі 600...650 ˚С.
Середнє відпущення – при температурі 450...550 ˚С.
Низьке відпущення – при температурі 250...350 ˚С.
4. Відпущення – об’єднує види термообробки що забезпечують повернення сплавів до рівноважного стану.
Відпущення для кольорових сплавів називають старінням.
Старіння буває : природне та штучне.
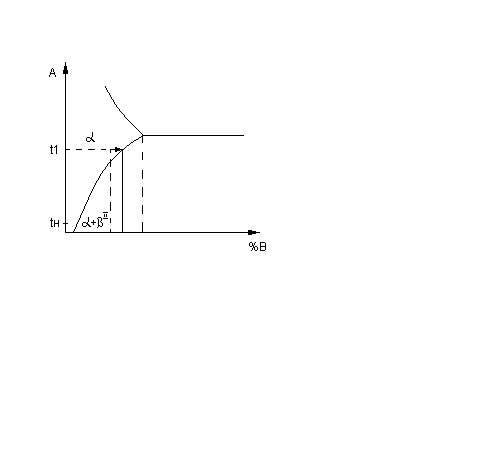
при t1 – (x1) :
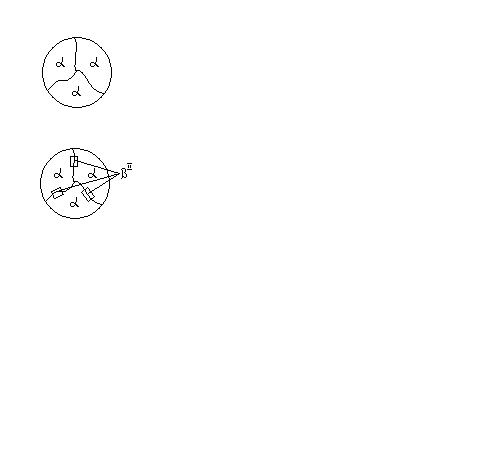
а)При рівноважному охолодженні: б) При не рівноважному охолодженні:
П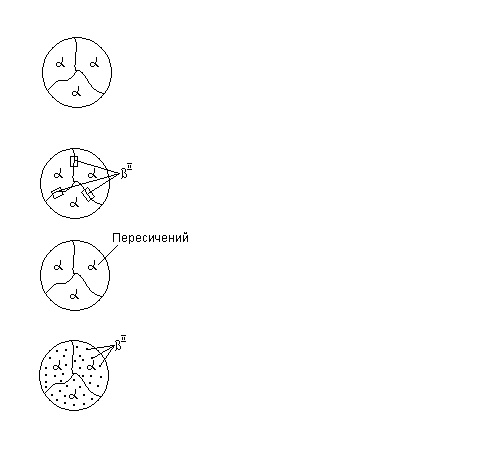 ри
відпущенні:
ри
відпущенні:
Для кольорових сплавів це старіння.
Ці βII – обумовлюють втрату пластичних властивостей. Як відомо пластична деформація обумовлена ковзанням дислокацій. Наявність цих крапкових включень перешкоджають ковзанню дислокацій, матеріал стає ламким.
Необхідний час для відпущення:
- при природному старінні – доба.
- при штучному (при нагріві до 100˚С) – година.
Не всі види термообробки вимагають обмеження при конструюванні деталей. Обмеження викликають ті види термообробки, які залишають залишкові напруження – це загартування.
При загартуванні кольорових металів (не рівноважне охолодження) :
У мартенситу межа пластичності σ02 співпадає з σв і при перевищенні цієї межі відбувається руйнування. Таким чином обмеження при конструюванні мають місце тільки при загартуванні стальних деталей.