

2.2.2. Расчет параметров нпл с рабочим конвейером
Схематично поточная линия с рабочим конвейером изображена на рис. 2.
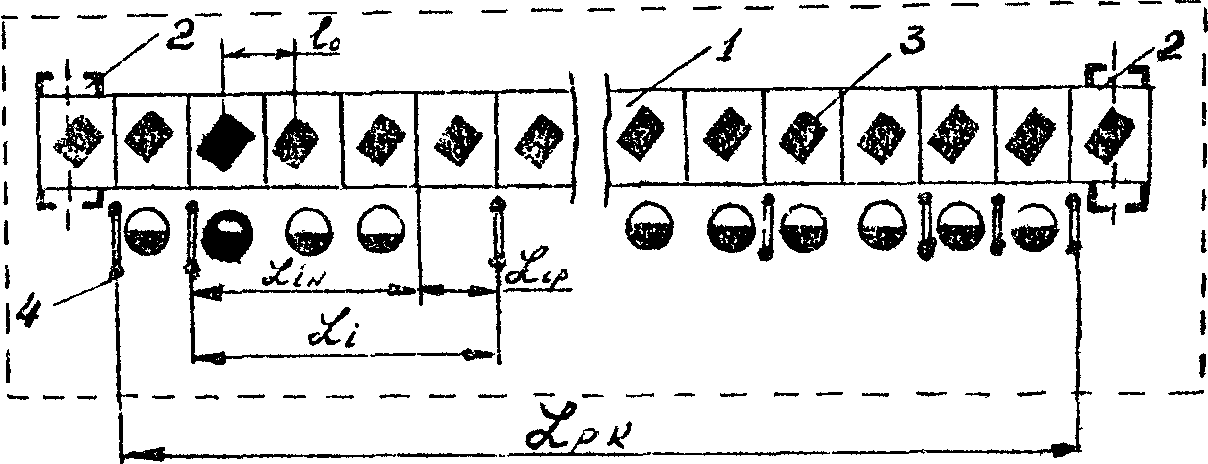
Рис.2 Схема НПЛ с рабочим конвейером.
1 - транспортер; 2 - приводная и натяжная станции; 3 - изделие; 4 - граница зоны операции
После расчета
такта, числа рабочих мест и их загрузки
на НПЛ. выбирает шаг конвейера
![]() o
(расстояние между осями симметрии двух
рядом расположенных ДСЕ на конвейере).
При сборке небольших изделий принимают
о=
1...1,2 м, в остальных случаях его величина
складывается из габаритов ДСЕ и
необходимого зазора между ними. Подробно
этот вопрос освещен в [2, с.190].
o
(расстояние между осями симметрии двух
рядом расположенных ДСЕ на конвейере).
При сборке небольших изделий принимают
о=
1...1,2 м, в остальных случаях его величина
складывается из габаритов ДСЕ и
необходимого зазора между ними. Подробно
этот вопрос освещен в [2, с.190].
По принятому шагу определяют скорость движения конвейера
![]()
![]() ,
(10)
,
(10)
Рациональными
скоростями рабочего конвейера считаются
0,5
![]() 2,5 м/мин при сборке небольших объектов
или при повышенных требованиях к ее
точности. При V
>2,5 м/мин применяют пульсирующий
конвейер.
2,5 м/мин при сборке небольших объектов
или при повышенных требованиях к ее
точности. При V
>2,5 м/мин применяют пульсирующий
конвейер.
Далее определяется длина зоны каждой операции Li, т.е. длина площадки, в пределах которой идет выполнение операции:
Li=Liн+Liр, (11)
где Liн–длина нормальной зоны, м;
LiР –длина резервной зоны, м.
Liн= o×сni; (12)
Liр= o× Δi, (13)
где Δi - число резервных делений, которые нужно добавить к нормальной длине зоны i-й операции:
![]() ,
(14)
,
(14)
где
![]() - максимальное время выполнения i–й
операции, мин.
- максимальное время выполнения i–й
операции, мин.
Устанавливается, если фактическая продолжительность операции может колебаться в ощутимых пределах вокруг среднего значения.
![]() ,
(15)
,
(15)
где
![]() - минимальное
время выполнения i-й
операции, мин.
- минимальное
время выполнения i-й
операции, мин.
Далее находят длину конвейерной ленты:
Lk=2R+2Lpk, (16)
где R - радиус барабана приводной станции, м;
Lpk - длина рабочей части конвейера, м.
Lpk=![]() .
(17)
.
(17)
Итог расчетов всех указанных параметров HПЛ находит отражение:
1) в величине производственного цикла обработки партии ДСЕ, который для HПЛ с рабочим конвейером определяется так:
![]() ;
(18)
;
(18)
2) в величине
внутриучастковых заделов. Цикловой
задел на этих линиях является одновременно
и транспортным, и технологическим. Его
величина Z![]() в штуках определяется как:
в штуках определяется как:
Z
=![]() .
(19)
.
(19)
Страховой задел определяется по формуле:
![]() ,
(20)
,
(20)
где β – коэффициент страхового запаса; β = 0,25 ÷ 1,0.
2.2.З. Расчет параметров нпл с распределительным конвейером
Для этих линий расчет таких параметров, как такт, число рабочих мест, число операторов, шаг и скорость движения конвейера осуществляется аналогично описанному выше. А далее встает проблема определения специфического параметра - периода распределительного конвейера, который позволяет определять очередность подачи ДСЕ с конвейера на конкретное рабочее место, а также определять длину конвейерной ленты, скорость и т.д.
При простых технологиях, когда операция выполняется за один такт, такое адресование не нужно, т.к. каждая подошедшая к рабочему месту ДСЕ должна быть обработана до подхода следующей за ней. Но при длинных операциях (ti<<) возникает проблема: какая ДСЕ должна обрабатываться на первом рабочем месте этой длинной операции, какая на втором и т.д. Для е6 решения применяют либо автоматическое адресование, либо разметку распределительного конвейера с помощью букв, цифр, цветных флажков, которые наносят на несущий орган транспортира.
Минимальный комплект знаков, принимаемых для разметки конвейера - это и есть его период П. Он определяется как наименьшее общее кратное (НОК из числа рабочих мест всей поточной линии табл.3 .
Таблица 3
Определение периода распределительного
конвейера и закрепление разметочных
знаков за рабочими местами
Номер операции |
Число рабо-чих мест
|
Номер рабочего места операции |
Расчет П |
Число закреп- лен. знаков |
Послед. знаков для каждого раб. места |
1 |
2 |
1 |
П= НОК{2,1,4}=4 |
2 |
1;3 |
2 |
2 |
2;4 |
|||
2 |
1 |
1 |
4 |
1;2;3;4 |
|
3 |
4 |
1 |
1 |
1 |
|
2 |
1 |
2 |
|||
3 |
1 |
3 |
|||
4 |
1 |
4 |
Таким образом, за операцией с одним рабочим местом закрепляются все 4 знака (табл. 3), за операцией с двумя рабочими местами - половина (нечетные) за одним, вторая половина (четные) - за вторым и т.д.
Комплект разметочных знаков может повторяться на общей длине несущей части конвейера, поэтому числе повторений периода на длине конвейера К должно быть целым. Таким образом, длина конвейера должна быть согласована с периодом конвейера. Т.е. с одной стороны:
Lk=2R+2Lpk, (20)
C другой стороны:
Lk=![]() П*К, (21)
П*К, (21)
где
Lрк=![]() , (22)
, (22)
Поэтому вначале по принятому шагу и общему числу рабочих мест линии находят длину рабочей части конвейера Lpk (формула(22)), а затем - Lk (Формула (20)). По формуле (21)определяют К, принимают его целым (если округлить в большую сторону - придется удлинять конвейер, в меньшую - увеличивать шаг). Затем исходя из принятого решения по величине К пересчитывают либо Lk , либо и скорость конвейера V .
Расчет параметров распределительного конвейера заканчивают также определением итоговых параметров :
1)производственного цикла обработки партии ДСЕ, который учитывает как время обработки ее на всех операциях, так и время транспортировки:
![]() , (23)
, (23)
2) внутриучастковых заделов. Страховой задел также рассчитывается по формуле(12) [1], а цикловой задел складывается из двух составляющих:
а) технологического (ДСЕ, находящиеся в обработке):
![]() , (24)
, (24)
где ai– количество ДСЕ, обрабатываемых одновременно на i–й операции. ai=р.
б) транспортного (ДСЕ, находящегося на конвейере):
![]() . (25)
. (25)
При этом правильность расчетов заделов можно проверить по условию:
![]() . (26)
. (26)
Что же касается расчетов параметров стационарных потоков, то в данной работе они не рассматриваются.
3.ОБЪЕКТ ИССЛЕДОВАНИЯ.