

Отгибка фланцев на фланцегибочном станке и на гидравлическом прессе у деталей разной формы (рис. 3)
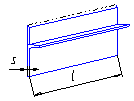

Рис. 3
Таблица 3
Содержание работы |
||||||||||
Наметить на заготовке линию изгиба. Установить заготовку в станок или под пресс. Произвести гибку кромки (фланца). Снять с пресса или станка и отложить в сторону. Сдать деталь ОТК. |
||||||||||
Длина подгибочной кромки заготовки l, м |
Фланцегибочный станок |
Гидравлический пресс |
||||||||
Толщина заготовки, s, мм |
||||||||||
до 4 |
5-6 |
7-8 |
10 |
12 |
14 |
16 |
18 |
20 |
||
Норма времени на 1 деталь, ч |
||||||||||
0,3 0,5 1,0 2,0 3,0 4,0 |
0,01 0,02 0,03 0,05 |
0,02 0,03 0,04 0,06 |
0,03 0,04 0,05 0,07 |
0,04 0,05 0,06 0,08 0,11 0,19 |
0,05 0,06 0,07 0,10 0,14 0,21 |
0,07 0,09 0,11 0,14 0,17 0,24 |
0,09 0,11 0,13 0,16 0,21 0,26 |
0,11 0,13 0,15 0,19 0,23 0,29 |
0,13 0,15 0,18 0,22 0,26 0,32 |
|
Примечания:
Нормы времени раасчитаны на выполнение на деталях одного фланца;
При гибке деталей коробчатой формы с постоянным углом формы по шаблонам, применять коэффициент к = 2.
13. Гибка профильного проката
Таблица 1
Холодная гибка на прессе «Бульдозер»
Содержание работы |
|||||||||
Сверить маркировку полособульба и шаблона. Уложить на рольганг и отметить место погиби по шаблону. Произвести гибку полособульба с проверкой по шаблону. Отложить гнутый полособульб в сторону. Сдать работу ОТК. |
|||||||||
Вид погиби |
Номера полособульба |
Стрелка погиби, f, мм, до |
|||||||
50 |
100 |
150 |
200 |
400 |
600 |
800 |
1000 |
||
Норма времени на 1 пог. м длины профиля |
|||||||||
|
5-6 8-10 1-14 16-18 0- 24 |
0,06 0,08 0,10 0,12 - - |
0,065 0,085 0,105 0,125 - - |
0.07 0.09 0,11 0,13 - - |
0,075 0,095 0,115 0,135 0,155 0,175 |
0,095 0,115 0,135 0,155 0,175 0,195 |
0,115 0,135 0,155 0,175 0,195 0,215 |
- - - 0,20 0,22 0,24 |
- - - 0.2 0,24 0.26 |
|
20 22 24 |
- - - |
- - - |
- - - |
0,16 0,18 0,20 |
0,20 0,22 0,24 |
0,23 0,25 0,27 |
0,27 0,29 0,31 |
0,31 0,33 0,35 |

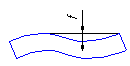
Таблица 2