

Гибка на гидравлическом прессе листов цилиндрической формы (рис. 1), парусовидной (рис. 2-а) и седлообразной (рис. 2-б) форм
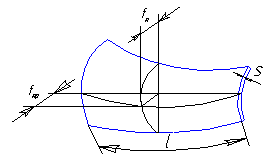
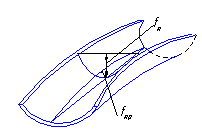
Рис. 2-а Рис. 2-б
Таблица 2
Содержание работы |
||||||||
Получить шаблоны или каркас. Наметить место гиба. Установить под пресс и произвести гибку с периодической проверкой по шаблонам. Снять лист, проверить по шаблону или каркасу. Подправить вручную. Сдать работу ОТК. |
||||||||
Длина листа l, м |
Поперечная стрелка прогиба, fn,, до 50 мм |
|||||||
Толщина листа, s, мм |
||||||||
8 |
10 |
12 |
14 |
16 |
18 |
20 |
22 |
|
Норма времени на 1 лист, ч |
||||||||
11 2 3 4 5 6 7 8 |
0,50 0,55 0,60 0,65 0,75 0,85 0,95 1,05 |
0,55 0,60 0,65 0,75 0,85 0,95 1,05 1,15 |
0,60 0,65 0,75 0,85 0,95 1,05 1,15 1,25 |
0,65 0,75 0,85 0,95 1,05 1,15 1,25 1,35 |
0,75 0,85 0,95 1,05 1,15 1,25 1,35 1,45 |
0,85 0,95 1,05 1,15 1,25 1,35 1,45 1,55 |
0,95 1,05 1,15 1,25 1,35 1,45 1,55 1,65 |
1,05 1,15 1,25 1,35 1,45 1,55 1,65 1,75 |
Продолжение таблицы 2
Длина листа l, м |
Поперечная стрелка прогиба, fn,, 51-150 мм |
|||||||
Толщина листа, s, мм |
||||||||
8 |
10 |
12 |
14 |
16 |
18 |
20 |
22 |
|
Норма времени на 1 лист, ч |
||||||||
1 2 3 4 5 6 7 8 |
1,45 1,50 1,55 1,60 1,70 1,80 1,90 2,00 |
1,50 1,55 1,60 1,70 1,80 1,90 2,00 2,10 |
1,55 1,60 1,70 1,80 1,90 2,00 2,10 2,20 |
1,60 1,70 1,80 1,90 2,00 2,10 2,20 2,30 |
1,70 1,80 1,90 2,00 2,10 2,20 2,30 2,40 |
1,80 1,90 2,00 2,10 2,20 2,30 2,40 2,50 |
1,90 2,00 2,10 2,20 2,30 2,40 2,50 2,60 |
2,00 2,10 2,20 2,30 2,40 2,50 2,60 2,70 |
Длина листа l, м |
Поперечная стрелка прогиба, fn,, 151-500 мм |
|||||||
Толщина листа, s, мм |
||||||||
8 |
10 |
12 |
14 |
16 |
18 |
20 |
22 |
|
Норма времени на 1 лист, ч |
||||||||
1 2 3 4 5 6 7 8 |
1,50 1,60 1,70 1,80 1,90 2,00 2,10 2,20 |
1,60 1,70 1,80 1,90 2,00 2,10 2,20 2,30 |
1,70 1,80 1,90 2,00 2,10 2,20 2,30 2,40 |
1,80 1,90 2,00 2,10 2,20 2,30 2,40 2,50 |
1,90 2,00 2,10 2,20 2,30 2,40 2,50 2,60 |
2,00 2,10 2,20 2,30 2,40 2,50 2,60 2,70 |
2,10 2,20 2,30 2,40 2,50 2,60 2,70 2,80 |
2,20 2,30 2,40 2,50 2,60 2,70 2,80 2,90 |
Примечания:
Нормы времени даны для гибки листов цилиндрической формы (одинарной кривизны);
При гибке листов парусовидной и седловидной формы (двоякой кривизны), применять следующие коэффициенты:
при продольной стрелке прогиба fnр = до 50 мм, к = 1,2;
при продольной стрелке прогиба fnр = 51-150 мм, к = 1,3;
при продольной стрелке прогиба fnр = до 50 мм, к = 1,5