

Проверив по условию сцепляемости,
50 + 48 60 + 20;
60 + 60 48 + 20;
приходим к заключению о возможности установки двухпарной гитары деления для заданных условий с подобранными значениями чисел зубьев
(a = 50: b = 48; c = 60; d = 60).
Настройка гитары подач Величина подачи настраивается сменными зубчатыми колёсами (e, f), которые выбираются из общего станочного комплекта.
Формула настройки гитары подач:
e/f=S/0.30,
где e — шестерня;
f — зубчатое колесо;
S — подача, мм за 1 оборот заготовки.
Величина S берётся в зависимости от модуля по таблице 2.1. Далее, пользуясь таблицей 2.2, определяем числа зубьев сменных зубчатых колёс гитары подач.
Таблица 2.2 — Настройка гитары подач
Подача в мм на 1 оборот заготовки |
Числа зубьев сменных зубчатых колес |
|
e |
f |
|
0,1 |
25 |
95 |
0,152 |
34 |
86 |
0,253 |
48 |
72 |
0,38 |
60 |
60 |
0,57 |
72 |
48 |
0,96 |
86 |
34 |
1,42 |
95 |
25 |
Последовательность наладки станка на выполнение работы
Устанавливают, выверяют и закрепляют червячную фрезу. Фреза устанавливается на консольной конусной посадочной шейке шпинделя фрезы и зажимается гайкой. Торцевое биение фрезы не должно превышать 0,01 мм.
Устанавливают, выверяют и закрепляют заготовку. Заготовка должна быть надежно зафиксирована на оправке, а оправка – в центрах поводкового патрона и задней бабки. Далее, поворачивая заготовку вручную, проверяется радиальное биение с помощью индикатора часового типа. Допускается биение от 0,01 до 0,04 мм в зависимости от модуля, диаметра и степени точности нарезаемого колеса.
Устанавливают частоту вращения фрезы. Установка выбранной в соответствии с требуемой скоростью резания частоты вращения выполняется поворотом рукояток коробки скоростей в необходимое (по схеме) положение.
Настраивают гитару деления (см. 2.2.2).
Настраивают гитару подач (см. 2.2.3).
Устанавливают глубину и длину фрезерования. Для установки глубины фрезерования используется микрометрическая головка на фрезерной каретке. Отсчет установленного межосевого расстояния производится совмещением соответствующего деления на лимбе с риской на кольце. Длина хода фрезерной каретки регулируется упорами, расположенными на подкареточной плите.
Осуществляют пуск станка. Перед пуском необходимо убедиться в правильности наладки станка (п.п. 1…6), в заполненности системы смазки по уровню риски маслоуказателя (система смазки - принудительная).
Останавливают станок и снимают деталь. По окончании обработки заготовки зубчатого колеса каретка доходит до упора, гасится конечный выключатель. С помощью рукоятки на задней бабке освобождается изделие от зажима. Обработка заканчивается.
2.2.5. Порядок выполнения работы
Изучить общее устройство станка, технологические возможности, кинематическую схему, расположение и назначение органов настройки.
Изобразить кинематическую цепь, расчетные перемещения и записать уравнения кинематического баланса для заданного преподавателем вида движения станка.
Сравнить кинематическую схему станка 5А308П со схемой зубофрезерного станка с ЧПУ KS300NC фирмы “KASHIFUJI” (Япония) [7] на рисунке 2.4 и охарактеризовать принципиальные отличия в их кинематике.
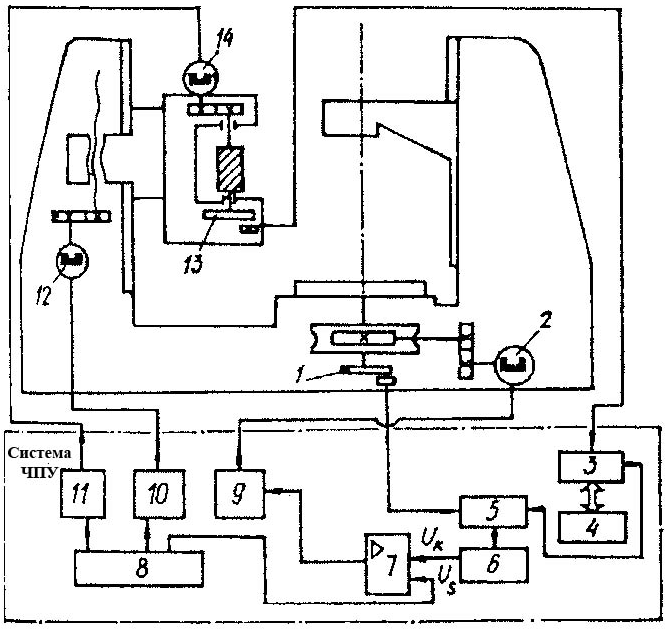
Рисунок 2.4 — Структурная схема зубофрезерного станка с ЧПУ и разомкнутой кинематикой
4) Произвести наладку станка по заданию преподавателя и нарезать зубья на заготовке зубчатого колеса, осуществить контроль обработанной детали.